第4 章 加工中心的操作与编程 4
1 数控加工中心及其组成 4
1 加工中心的类型及其组成 加工中心是带有刀库和自动换刀装置的数控机床,又称为自动换刀数控机床或多工序数控机床
其特点是数控系统能控制机床自动地更换刀具,连续地对工件各加工表面自动进行钻削、扩孔、铰孔、镗孔、攻丝、铣削等多种工序的加工,工序高度集中
这种机床一般具有刀库和自动换刀装置,有的还具有分度工作台或双工作台
适用于加工凸轮、箱体、支架、盖板、模具等复杂型面的零件
1.按功能特征分类 (1)镗铣加工中心 有一 般 立式 、 卧式 镗 铣加工中心和龙门 式 加工中心
以镗 铣 为主 ,适用 于 加工箱体、壳体以及各种复杂零件的特殊曲线和曲面轮廓的多工序加工
适用于多品种小批量的生产方式
(2)钻削加工中心 以钻削为主,刀库形式以转塔头形式为主
适用于中小零件的钻孔、扩孔、铰孔、攻丝及连续轮廓铣削等多工序加工
(3)复合加工中心 主要指五轴复合加工,可自动回转主轴头,进行立卧加工
在主轴自动回转后,在水平和垂直面实现刀具自动交换
2.按所用自动换刀装置分类 (1)转塔头加工中心 转塔头加工中心有立式、卧式两种
主轴数一般为6~12 个,换刀时间短、数量少、主轴转塔头定位精度要求较高
(2)刀库+ 主轴换刀加工中心 这种加工中心特点是无机械手式主轴换刀,利用工作台运动及刀库转动,并由主轴箱上下运动进行选刀和换刀
如图 4-1 所示的卧式加工中心便属图4-1 卧式数控加工中心 此类
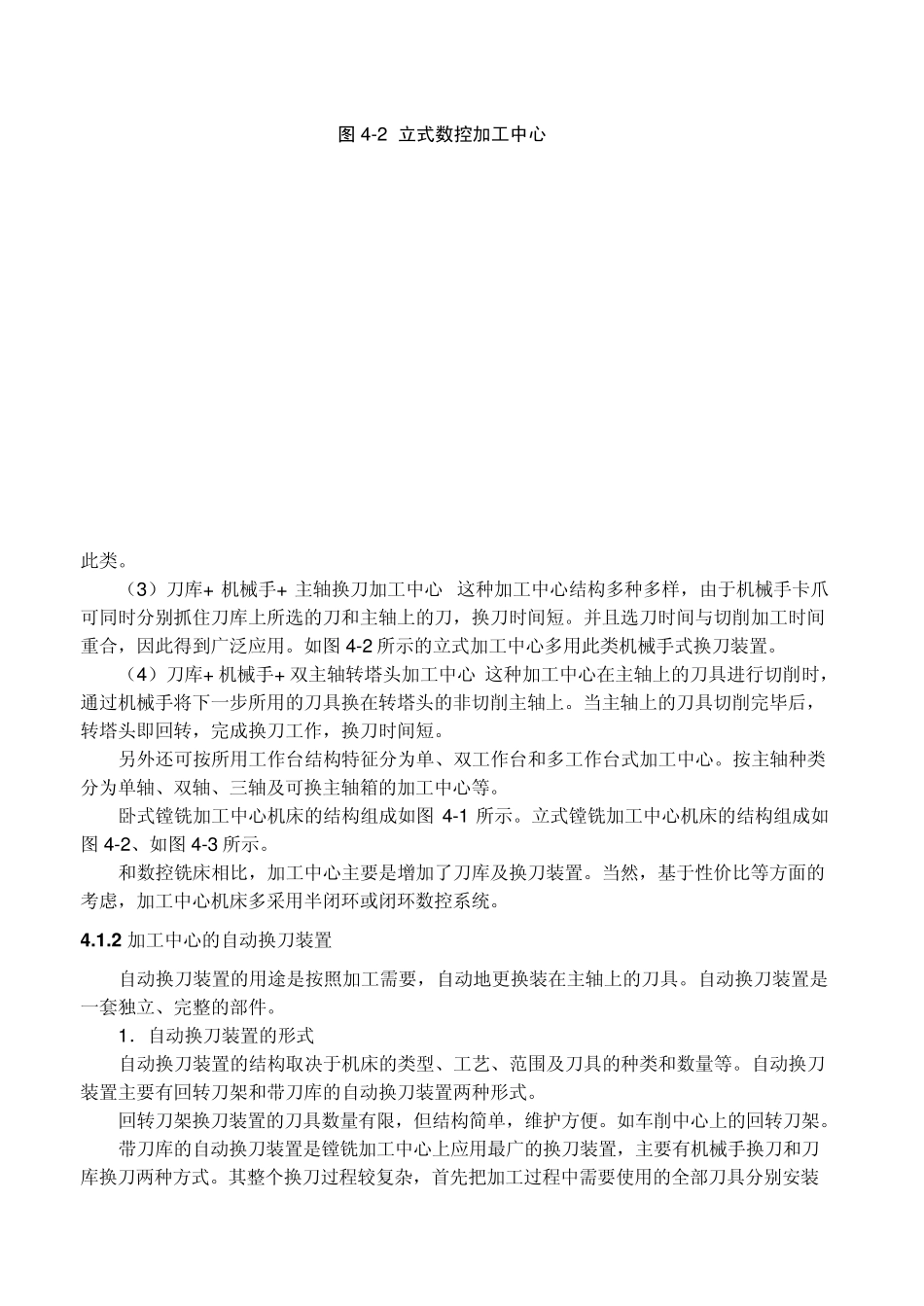
(3 )刀库+ 机械手+ 主轴换刀加工中心 这种加工中心结构多种多样,由于机械手卡爪可同时分别抓住刀库上所选的刀和主轴上的刀,换刀时间短
并且选刀时间与切削加工时间重合,因此得到广泛应用
如图4 -2 所示的立式加工中心多用此类机械手式换刀装置
(4 )刀库+ 机械手+ 双主轴转塔头加工中心 这种加工中心在主