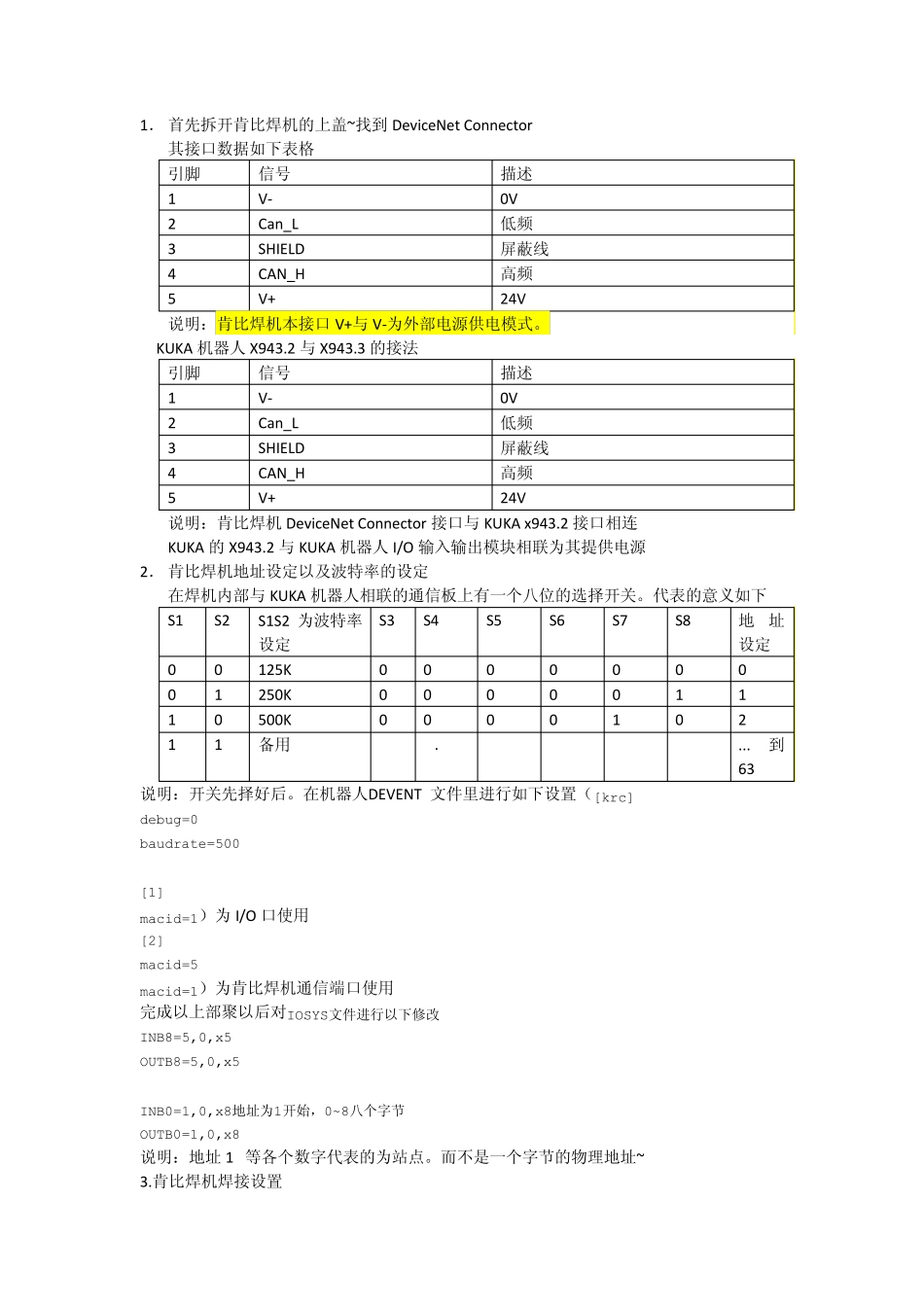
1. 首先拆开肯比焊机的上盖~找到DeviceNet Connector 其接口数据如下表格 引脚 信号 描述 1 V- 0V 2 Can_L 低频 3 SHIELD 屏蔽线 4 CAN_H 高频 5 V+ 24V 说明:肯比焊机本接口V+与V-为外部电源供电模式
KUKA 机器人 X943
2 与X943
3 的接法 引脚 信号 描述 1 V- 0V 2 Can_L 低频 3 SHIELD 屏蔽线 4 CAN_H 高频 5 V+ 24V 说明:肯比焊机DeviceNet Connector 接口与KUKA x943
2 接口相连 KUKA 的X943
2 与KUKA 机器人 I/O 输入输出模块相联为其提供电源 2. 肯比焊机地址设定以及波特率的设定 在焊机内部与KUKA 机器人相联的通信板上有一个八位的选择开关
代表的意义如下 S1 S2 S1S2 为波特率设定 S3 S4 S5 S6 S7 S8 地址设定 0 0 125K 0 0 0 0 0 0 0 0 1 250K 0 0 0 0 0 1 1 1 0 500K 0 0 0 0 1 0 2 1 1 备用 … …
… … … …
到63 说明:开关先择好后
在机器人DEVENT 文件里进行如下设置([krc] debug=0 baudrate=500 [1] macid=1)为I/O 口使用 [2] macid=5 macid=1)为肯比焊机通信端口使用 完成以上部聚以后对IOSYS文件进行以下修改 INB8=5,0,x5 OUTB8=5,0,x5 INB0=1,0,x8地址为1开始,0~8八个字节 OUTB0=1,0,x8 说明:地址 1…等各个数字代表的为站点
而不是一个字节的物理地址~ 3
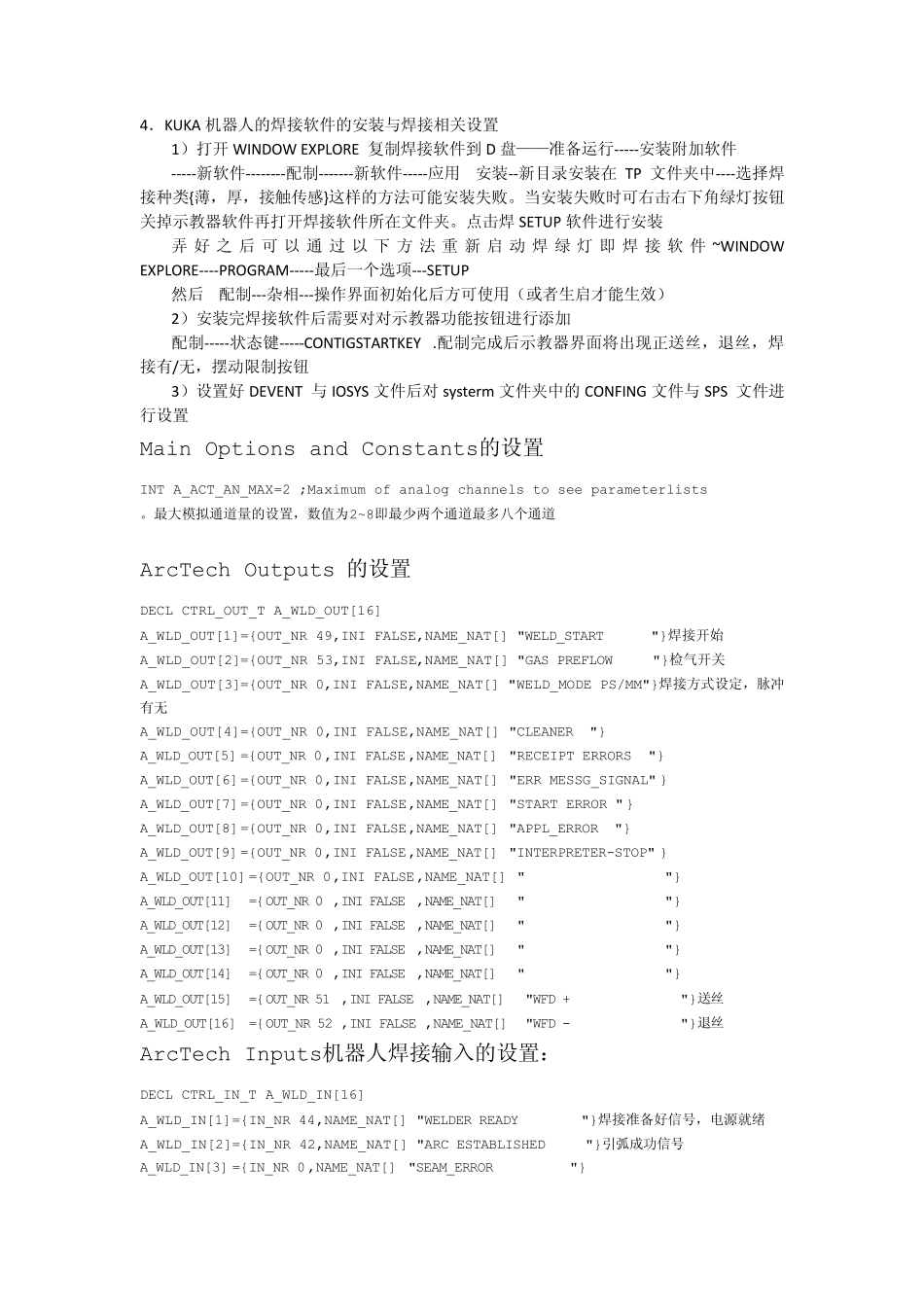
肯比焊机焊接设置 4.KUKA 机器人的焊接软件的安装与焊接相关设置 1)打开WINDOW EXPLORE 复制焊