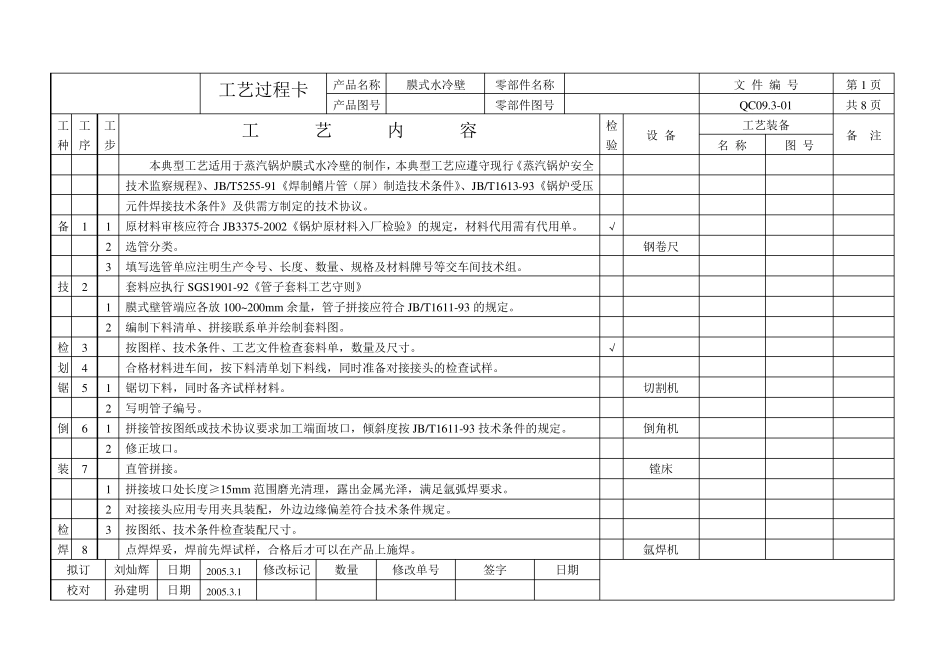
工艺过程卡 产品名称 膜式水冷壁 零部件名称 文 件 编 号 第1 页 产品图号 零部件图号 QC09
3-01 共8 页 工种 工序 工步 工 艺 内 容 检验 设 备 工艺装备 备 注 名 称 图 号 本典型工艺适用于蒸汽锅炉膜式水冷壁的制作,本典型工艺应遵守现行《蒸汽锅炉安全 技术监察规程》、JB/T5255-91《焊制鳍片管(屏)制造技术条件》、JB/T1613-93《锅炉受压 元件焊接技术条件》及供需方制定的技术协议
备 1 1 原材料审核应符合JB3375-2002《锅炉原材料入厂检验》的规定,材料代用需有代用单
√ 2 选管分类
钢卷尺 3 填写选管单应注明生产令号、长度、数量、规格及材料牌号等交车间技术组
技 2 套料应执行SGS1901-92《管子套料工艺守则》 1 膜式壁管端应各放 100~200mm 余量,管子拼接应符合JB/T1611-93 的规定
2 编制下料清单、拼接联系单并绘制套料图
检 3 按图样、技术条件、工艺文件检查套料单,数量及尺寸
√ 划 4 合格材料进车间,按下料清单划下料线,同时准备对接接头的检查试样
锯 5 1 锯切下料,同时备齐试样材料
切割机 2 写明管子编号
倒 6 1 拼接管按图纸或技术协议要求加工端面坡口,倾斜度按 JB/T1611-93 技术条件的规定
倒角机 2 修正坡口
装 7 直管拼接
镗床 1 拼接坡口处长度≥15mm 范围磨光清理,露出金属光泽,满足氩弧焊要求
2 对接接头应用专用夹具装配,外边边缘偏差符合技术条件规定
检 3 按图纸、技术条件检查装配尺寸
焊 8 点焊焊妥,焊前先焊试样,合格后才可以在产品上施焊
氩焊机 拟订 刘灿辉 日期 2005
1 修改标记 数量 修改单号 签字 日期 校对 孙建明 日期 2005
1 工艺过程卡 产品名称 膜式水冷壁 零部件