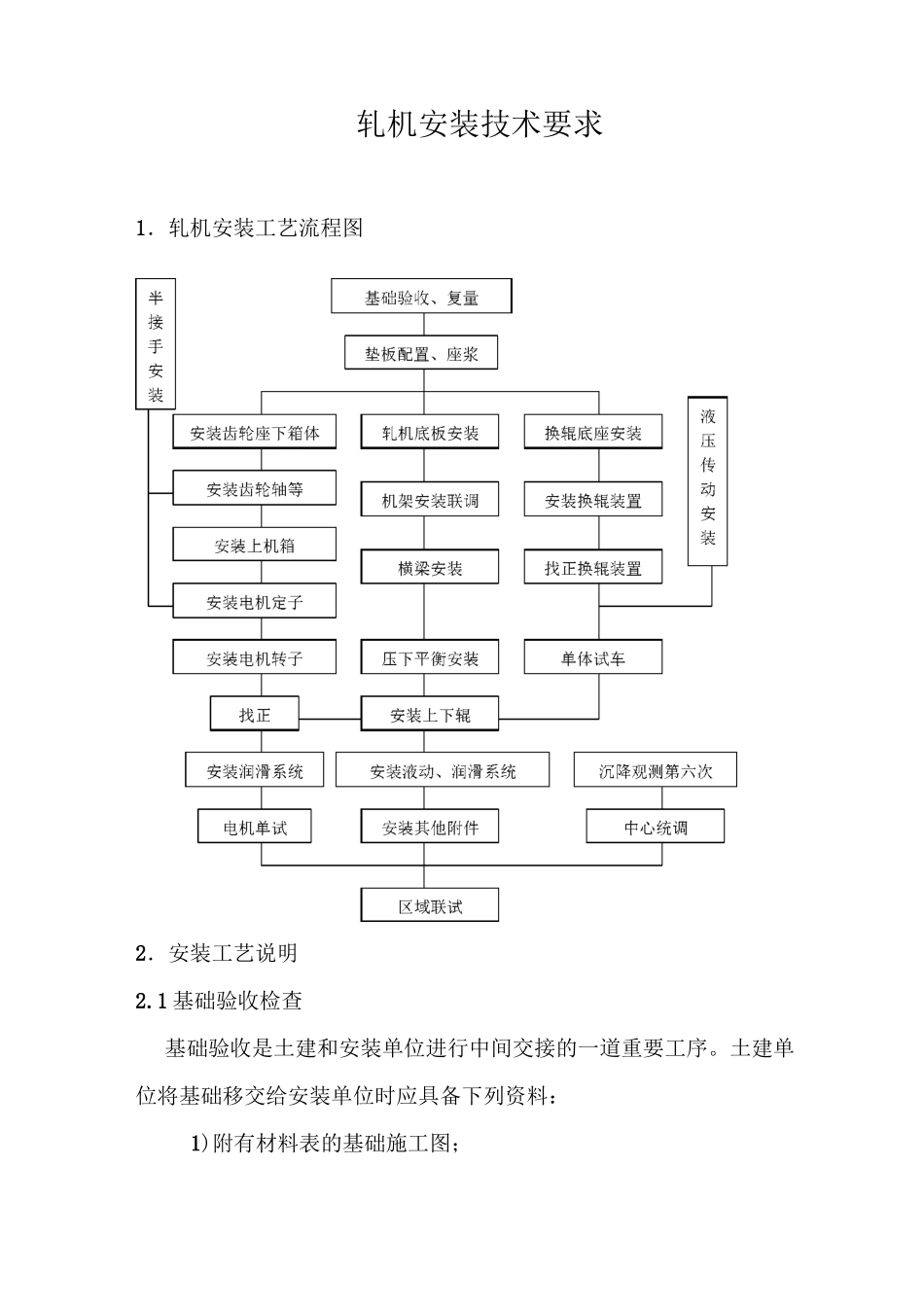
轧机安装技术要求1.轧机安装工艺流程图2.安装工艺说明2
1 基础验收检查基础验收是土建和安装单位进行中间交接的一道重要工序
土建单位将基础移交给安装单位时应具备下列资料:1)附有材料表的基础施工图;(2)基础标高测量图;(3)基础定位测量图;(4)关于基础质量合格记录及签署的交接证书
安装单位根据图纸和技术规范对基础进行全面检查,并做好记录,待安装时使用
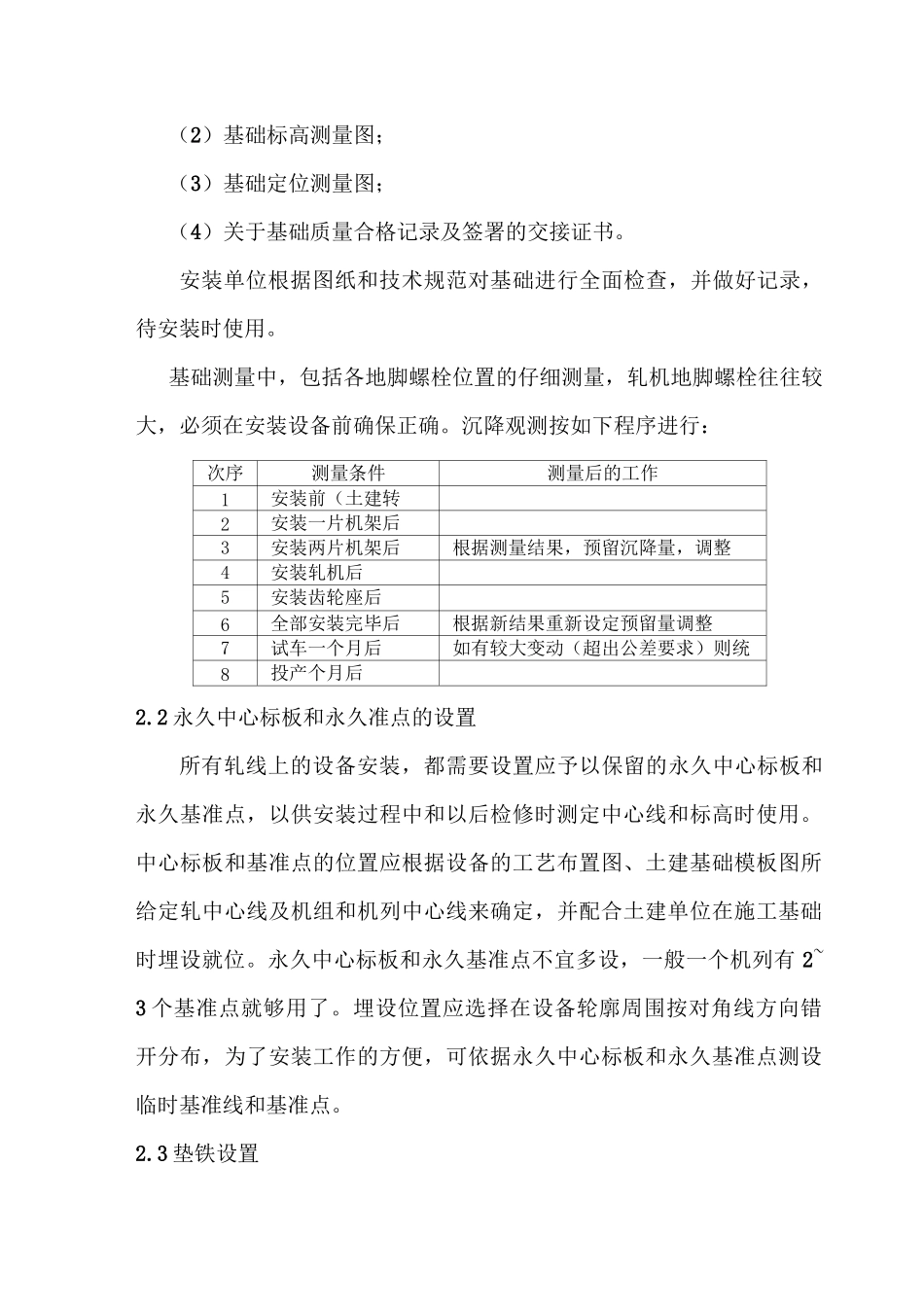
基础测量中,包括各地脚螺栓位置的仔细测量,轧机地脚螺栓往往较大,必须在安装设备前确保正确
沉降观测按如下程序进行:次序测量条件测量后的工作1安装前(土建转交)2安装一片机架后3安装两片机架后根据测量结果,预留沉降量,调整4安装轧机后5安装齿轮座后6全部安装完毕后根据新结果重新设定预留量调整7试车一个月后如有较大变动(超出公差要求)则统调8投产个月后2
2 永久中心标板和永久准点的设置所有轧线上的设备安装,都需要设置应予以保留的永久中心标板和永久基准点,以供安装过程中和以后检修时测定中心线和标高时使用
中心标板和基准点的位置应根据设备的工艺布置图、土建基础模板图所给定轧中心线及机组和机列中心线来确定,并配合土建单位在施工基础时埋设就位
永久中心标板和永久基准点不宜多设,一般一个机列有 2~3 个基准点就够用了
埋设位置应选择在设备轮廓周围按对角线方向错开分布,为了安装工作的方便,可依据永久中心标板和永久基准点测设临时基准线和基准点
3 垫铁设置机架安装通常采用钢制平垫板,其厚度从 0
3mm~60mm 不等,每垛垫板组一般不超过 5 块,最厚的垫板应放在下面,最薄的垫板应放在中间
为了调节方便,我们使用一对斜垫板,但在地脚螺栓固定后进行点焊时,斜垫板更加注意焊牢固
1 设置垫板前首先计算出垫铁积:A=C100( Q 1 + Q 2) R式中:A—垫板总承力面积,mm2C—安全系数,可采用 1