焊前预热及焊后热处理施工工艺标准1适用范围本工艺适用于现场设备、工业管道安装工程中的焊前预热及焊后局部热处理施工
2施工准备2
1 技术准备施工前,熟悉有关设计文件、相关标准和标准的要求,编制作业指导书
2作业人员2
1操作人员应经过技术培训,考核合格,持证上岗
2技术负责人制订热处理工艺,对操作人员进展平安技术交底
3主要施工机具、材料2
1施工用主要机具设备焊前预热主要设备:液化气预热装置、电加热器控制装置、外表温度计
焊后热处理主要设备:见下表
1 热处理常用主要仪器、设备序号名称规格型号生产厂家1温度控制设备DJK-30、DJK-90、DJK-120江苏扬中2热电偶K 型、镍铬-镍硅3温度记录仪表6 点、12 点、24 点0-1200C、K 型四川仪表厂4里氏硬度计HLN—11时代公司2
3所有仪器、设备合格证、使用说明书等应保存完好
2施工用主要材料:2
1焊逢局部热处理的加热器材采用的是柔性加热器,加热器的形状主要有绳形、履带式等
绳形和履带式加热器是用多股镍铬合金(Cr20Ni80)丝绳,外套活动陶瓷材料制成
加热器的长度方向可以任意弯曲,可围绕各种形状工件进展加热
2 电缆线的规格应满足使用要求,一般采用 2X10mm2 铜芯电缆线;补偿导线为铜-康铜、规格 2X1
3 保温材料一般采用硅酸铝纤维针刺毯,密度为 98〜120kg/m3,厚度为 20〜50mm,长期使用温度不低于 800°C
4 施工用测量及计量器具2
1焊前预热和焊后热处理施工测量计量器具有热电偶、温度记录仪表、外表温度计、硬度计和温度控制设备〔带有记录系统必须鉴定〕
2测量计量器具在施工前应有法定计量部门出具的鉴定证书,并且合格
5 作业条件2
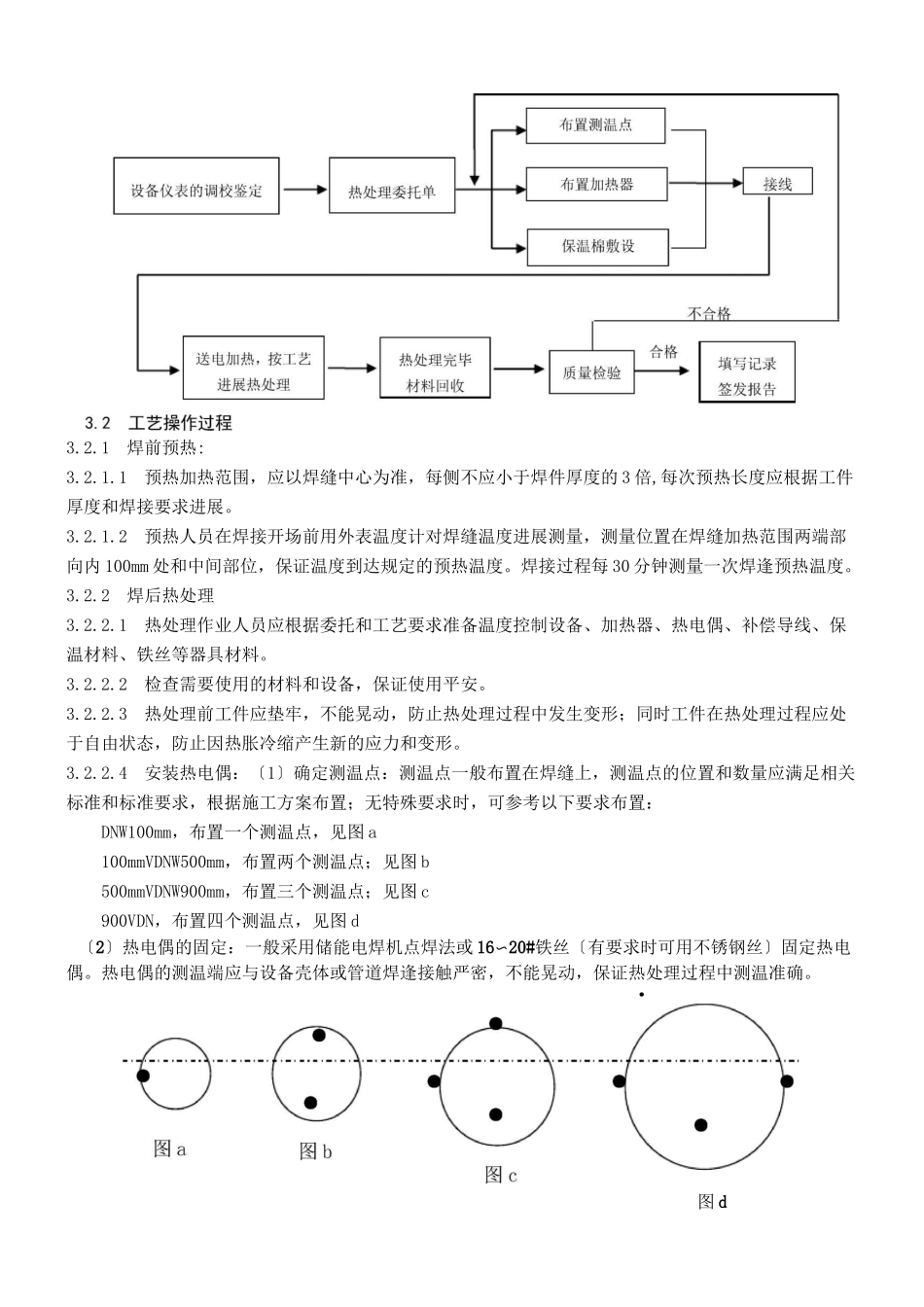
1焊后热处理应在焊缝外观检查