注塑模--成型部分(模仁)设计原则
doc 1、注塑模--成型部分〔模仁〕设计原则我是以一个产品结构设计者的角度来介绍,而非专业模具设计者,所论述的学问内容只为产品结构设计工作服务
上面有讲到注塑模中的标准模架部分,如今来讲成型部分的一些基本原则,也就是模仁设计的留意事项
一,拔模 1,拔模的必要性拔模并非模具工的口头术语,我们做结构的也常常讲这个东西,它关乎塑件制品能否顺利脱模,关乎制品的成型难度、顶出难度、外表质量等,是我们在设计产品时时时刻刻要考虑到的问题
有人说只要在关键位置给出拔模角度就好了,其他的就叫模具设计者们去自己弄吧,我并不赞同这个说法,拔模在产品结构设计环节就该被完成,为何要拖 2、到下个工序呢,对于一个产品,任何一个面都要考虑拔模问题,并在结构设计环节做出来,这是咱的职业操守
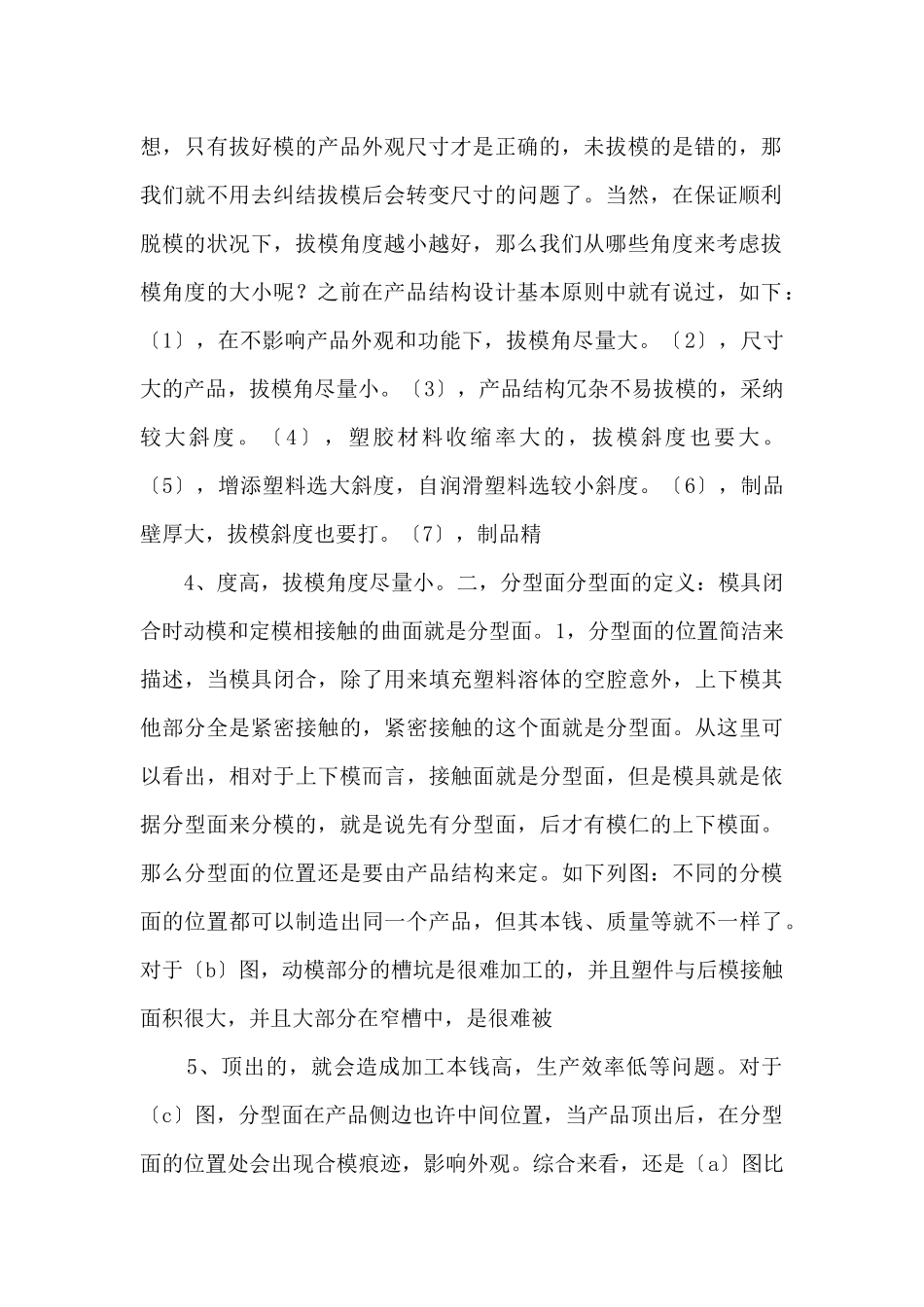
拔模的定义:为了能够使产品能够顺利脱模,我们把产品的侧壁设置肯定角度的做法就叫做拔模,这个角度就叫拔模角度,为什么设置拔模角度:热塑性塑料在冷却过程中会收缩,从而紧贴在模仁上,很难被顶出
〔如下列图〕从图中可以看出开模以后,产品从定模脱出,贴在后模上面,此时顶出装置开始把塑件从动模上顶出,但塑件却被卡在了后模上面,当然塑料确定很有钢铁强,最终会被顶出,可强行顶出会使塑件变形或被破坏
这就是拔模方向错误导致的
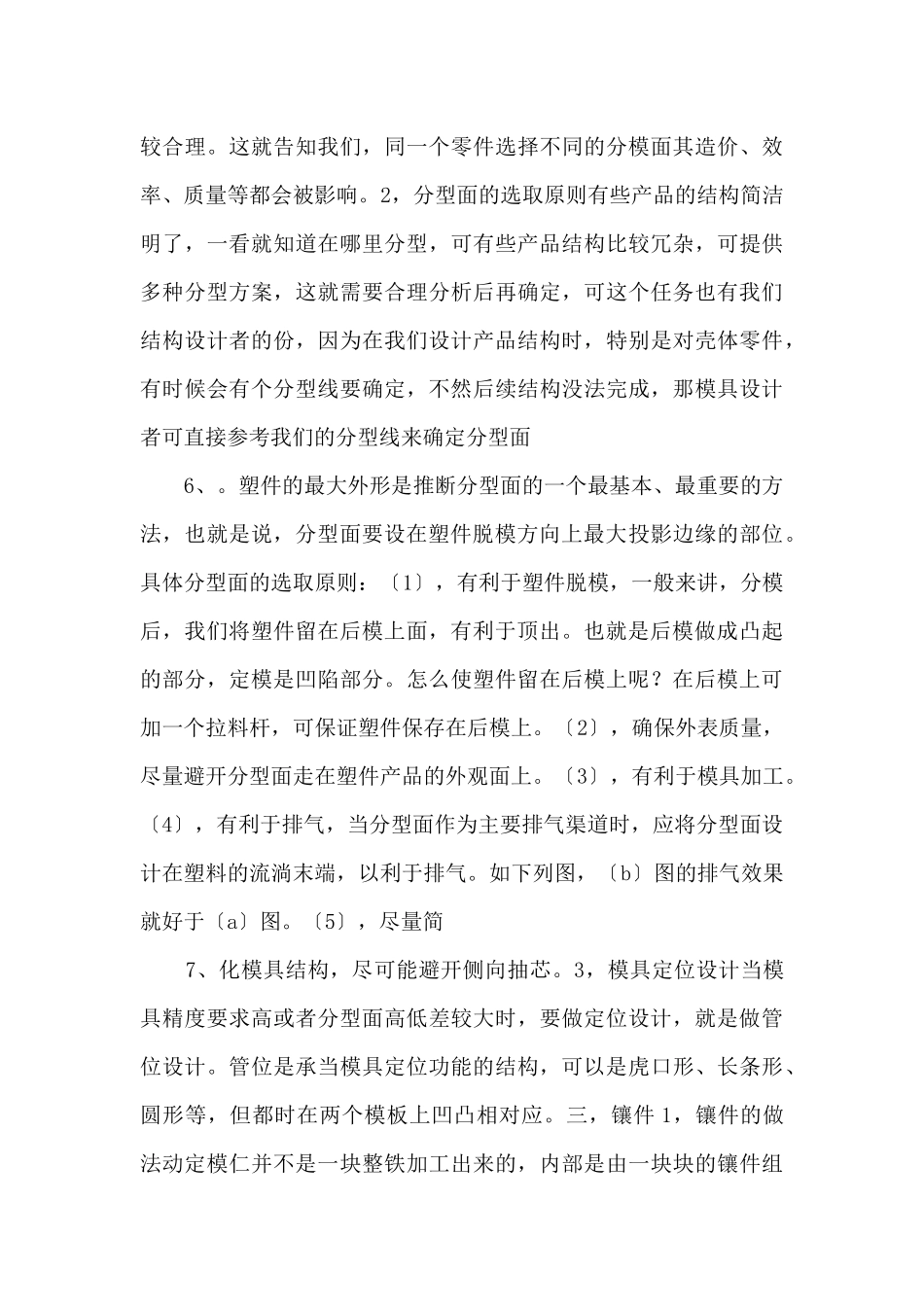
2,拔模角度的选择拔模会转变原定产品的尺寸,会使直 3、面变成斜面,这是不行避开的
但我们也可以换一个角度来想,只有拔好模的产品外观尺寸才是正确的,未拔模的是错的,那我们就不用去纠结拔模后会转变尺寸的问题了
当然,在保证顺利脱模的状况下,拔模角度越小越好,那么我们从哪些角度来考虑拔模角度的大小呢
之前在产品结构设计基本原则中就有说过,如下:〔1〕,在不影响产品外观和功能下,拔模角尽量大
〔2〕,尺寸大的产品,拔模角尽量小
〔3〕,产品结构冗杂不易拔模的,采纳较大斜度