螺母焊接标准一、 螺母形状和评定工程形状评定工程〔需同时满足〕T 形外观螺纹精度保证载荷抗拉荷重和焊核直径圆形抗拉荷重和焊核直径六边形、正方形抗拉荷重、焊核直径抗扭力荷重焊封〔六边形〕抗拉荷重抗扭力荷重备注:抗拉荷重测试应优先与抗扭力荷重和焊核直径测量
1 测量螺母形状,抗拉荷重测量应优先
2 螺纹精度应满足焊接前要求
保证载荷应满足焊接前的标准
测试,焊接螺母上焊接部位不能有裂痕
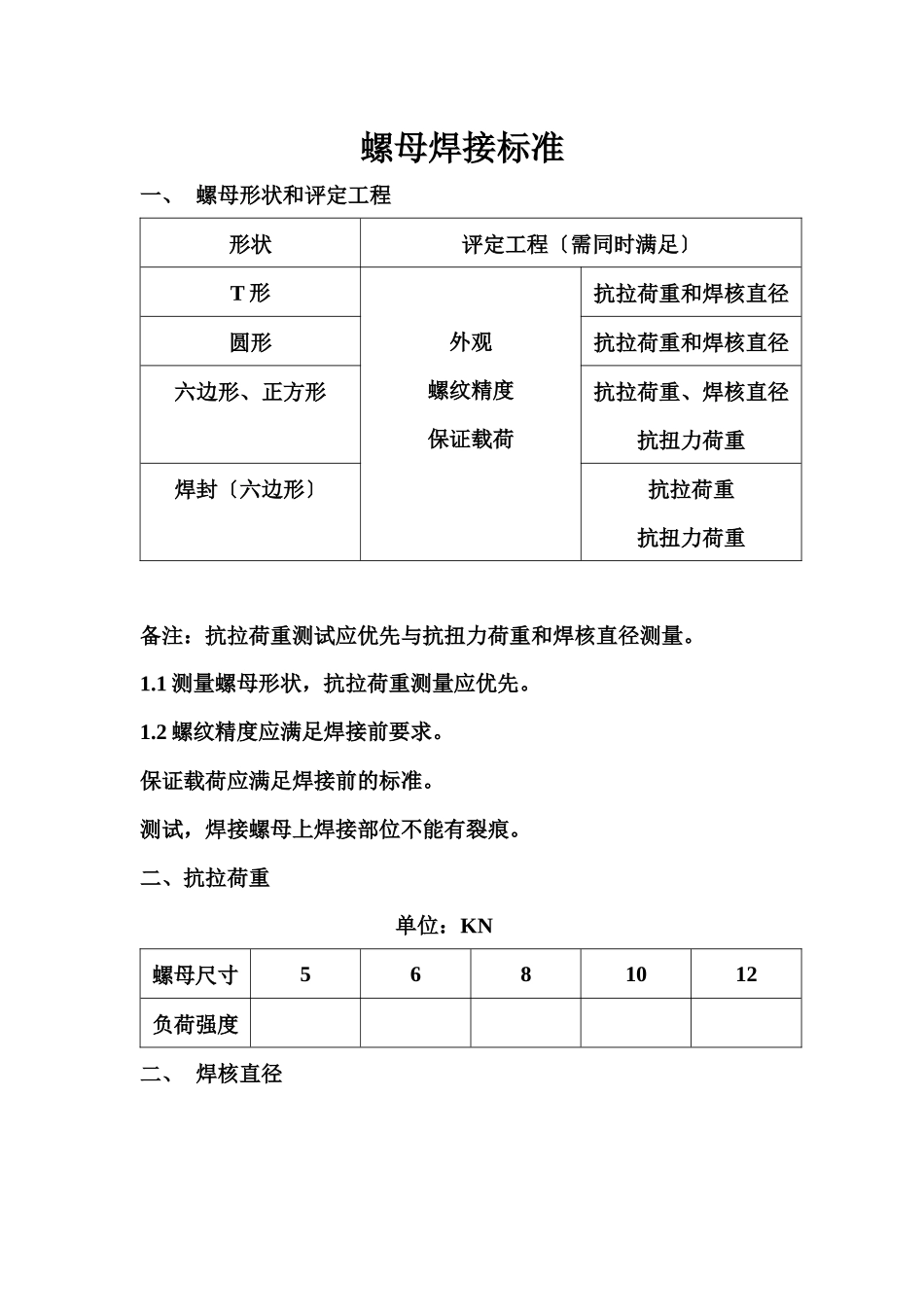
二、抗拉荷重 单位:KN螺母尺寸5681012负荷强度二、 焊核直径备注:1、凸焊所允许的最小焊核直径应为 3mm 或 3mm 以上
2、直径计算方法 3、焊核直径是参照钢板搭接处或螺母凸缘处别离试验拔出的孔洞形成的
三、抗扭矩螺母规格M4、5M6M8M10M12抗扭矩备注:抗扭矩按要求测试后,螺母焊接部位不能有别离和裂痕
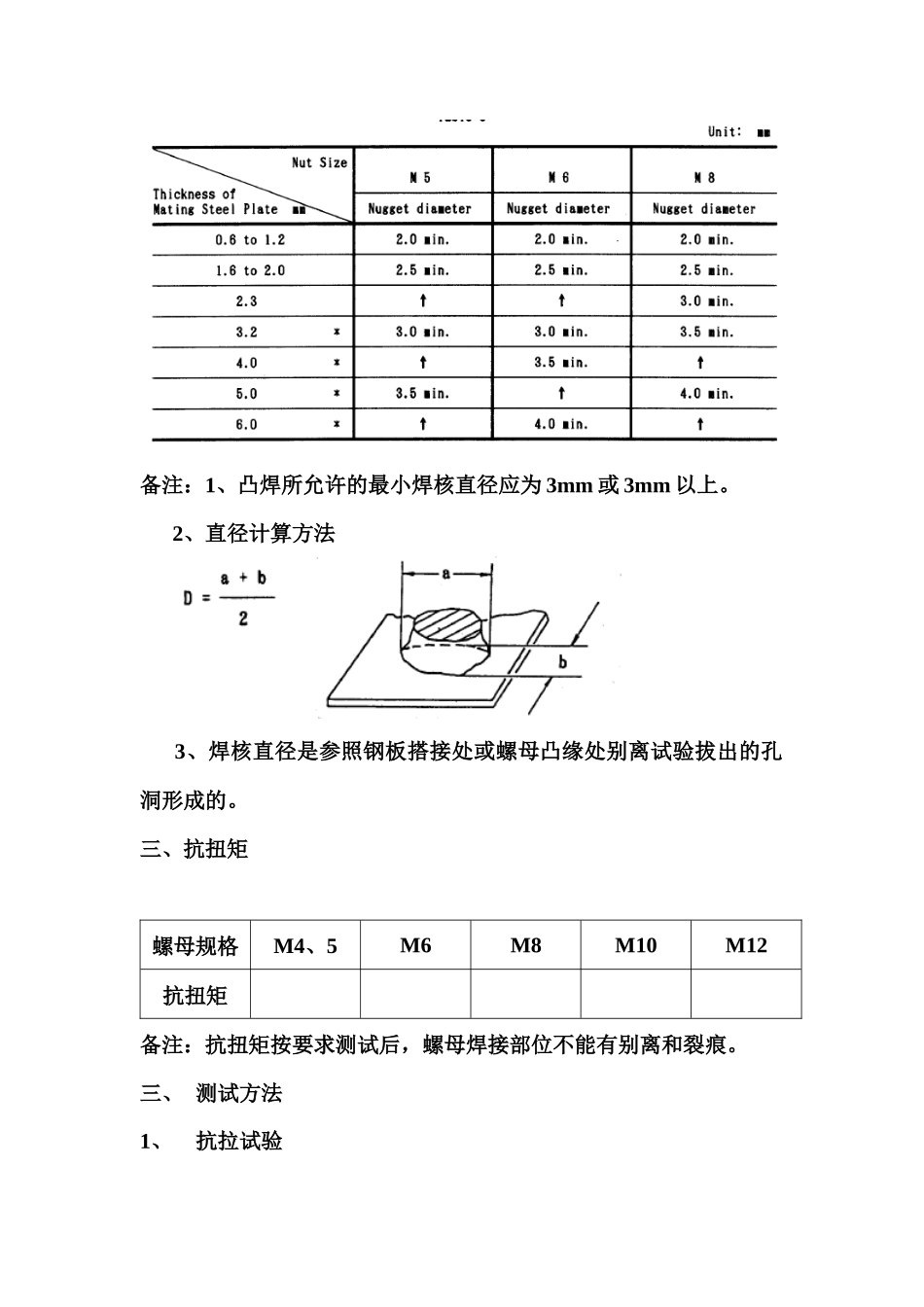
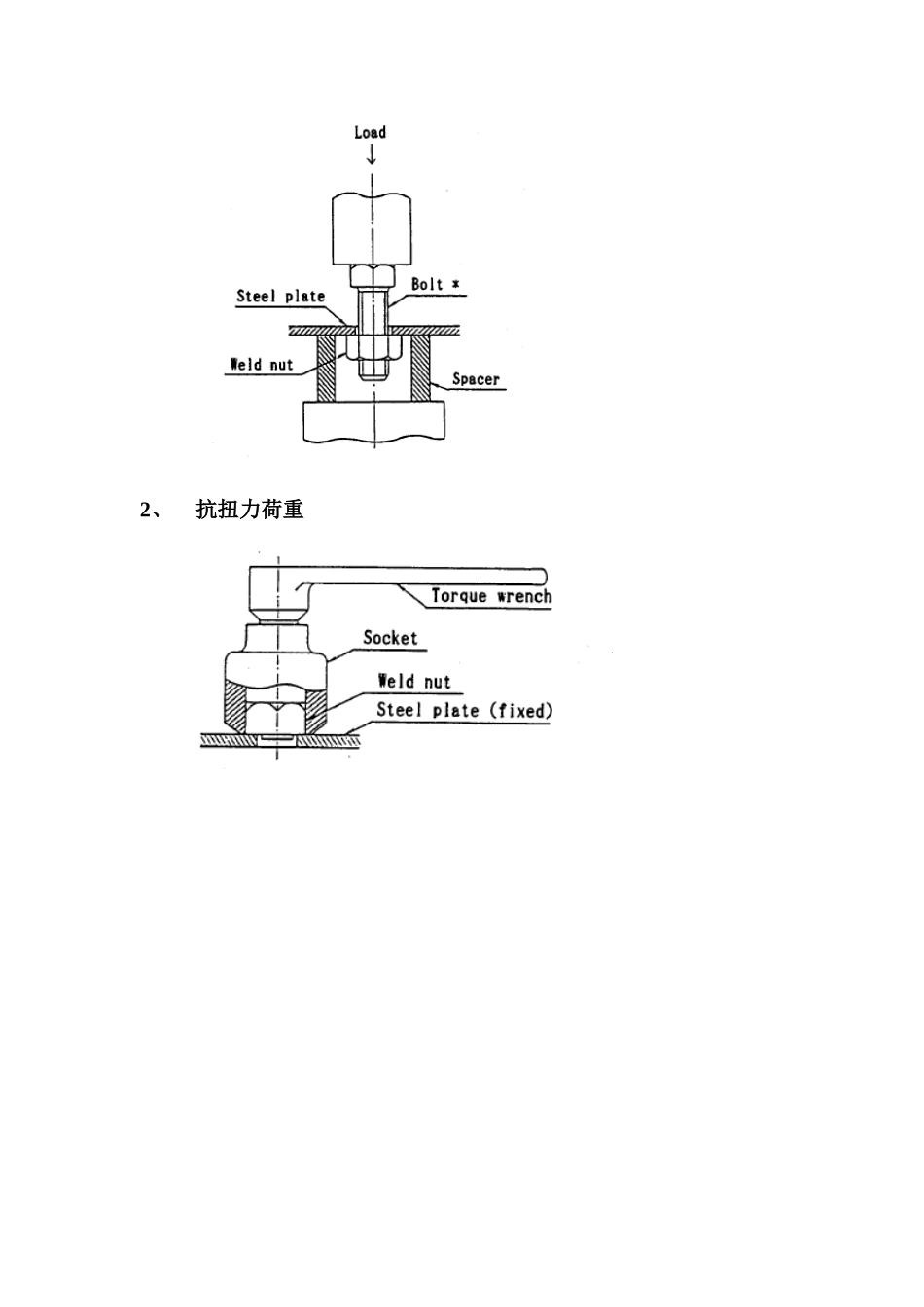
三、 测试方法1、抗拉试验 2、抗扭力荷重 螺栓焊接标准一、 螺栓种类二、 螺栓种类对应的评价工程种类评价工程等级 1外观螺纹精度抗压荷重,密封性能等级 2抗压荷重,焊核直径1、外观通过目测来评定,不能有变形和外表不能有污物
2、螺栓的螺纹精度应满足焊接前的要求
3、螺栓保证载荷应满足焊接前的要求
三、 压溃试验备注:括号中的值时凸点的数量和直径四、 焊核直径备注:1、焊核的测量2、是在搭接处由撕裂试验造成孔的大小,当搭接处的厚度为或以上时,应满足表中焊核直径和高度
3、焊核高度是三个焊点中最小的
五、 压溃试验方法 点焊质量标准一、 不良1、虚焊或漏焊:不能满足焊核直径和焊核高度的情况
较薄板的厚度 mm最小焊核尺寸或断裂面直径 mm2、边焊:a) 点焊的凹陷处在边缘外的情况
如图 1b) 焊点凹陷处在边线之外但在被挤压变形的钣件之内,需要进行外表处理的情况
如图 23、以下情况不认为是边焊a) 外表不需要作外观处理,焊点凹陷处在边缘或焊点凹陷处在中间夹层钢板