实验报告实验简介:应用¯X−s 控制图对装配作业中的螺栓扭矩进行过程控制
实验步骤:步骤 1:取预备数据,然后将数据合理分成 25 个子组,见下表:序号 观测值平均值¯Xi标准差siXi1〔1〕Xi2〔2〕Xi3〔3〕Xi4〔4〕Xi5〔5〕11541741641661621642166170162166164316816616016216041681641701641665153165162165167616415816217216871671691591751651678158160162164166162915616216415216410174162162156174111681741661601661214816016216417013165159147153151155141641661641701641516215815416817216158162156164152171511581541811681816616617216416216619170170166160160201681601621541602116216416516915322166160170172158231721641591651601642417416416615716225151160164158170 平均值步骤 2:计算各组样本的平均数 ¯Xi 先对第一组求平均值,步骤:在 Excel 中把光标放于目标值的单元格→点击自动求和符号下拉线→选择求平均值→选择第一组数据→回车即可得到第一组数据的平均值→双击第一组数据所在单元格的右下角,即可得到其余组的平均值
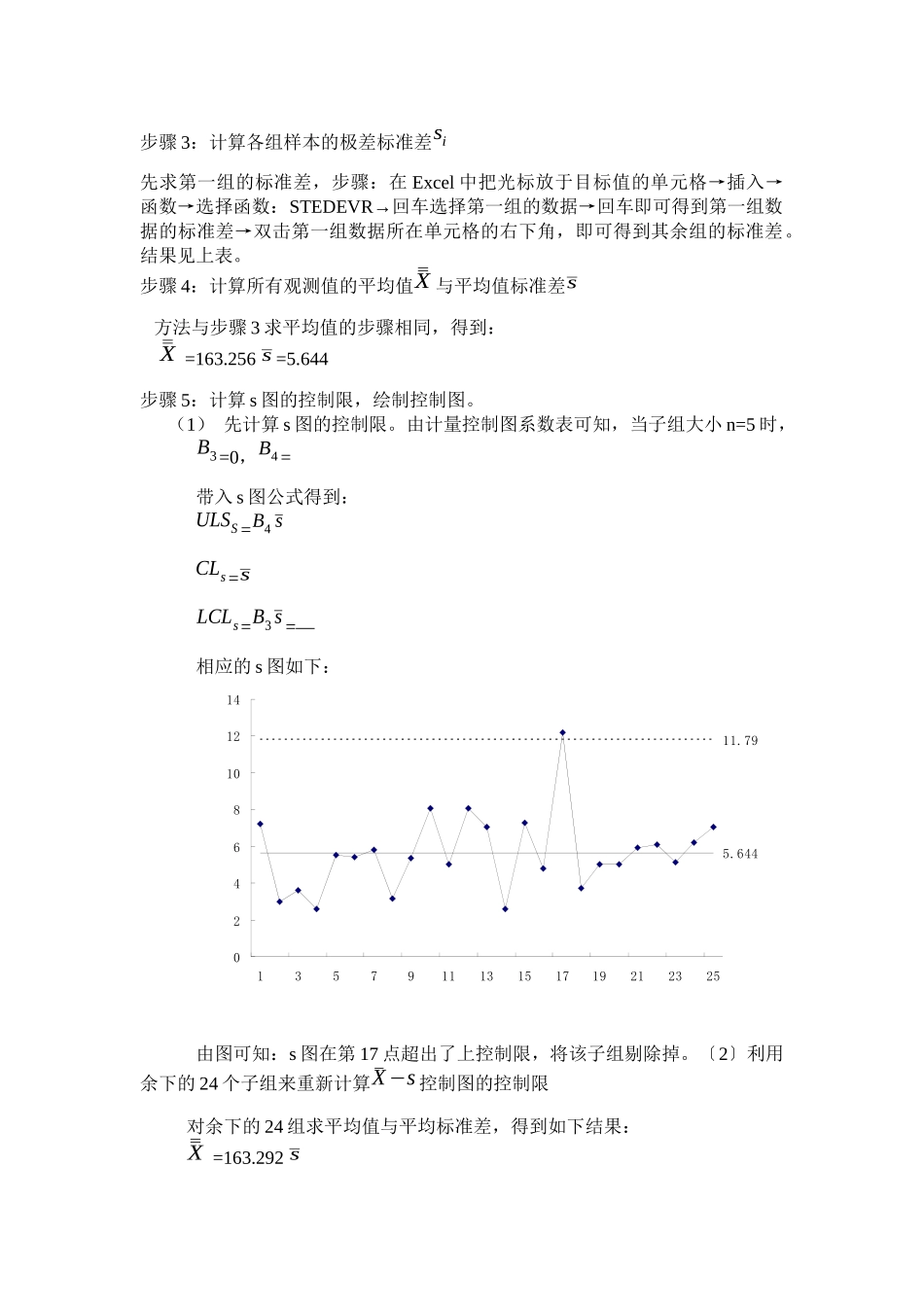
步骤 3:计算各组样本的极差标准差si 先求第一组的标准差,步骤:在 Excel 中把光标放于目标值的单元格→插入→函数→选择函数:STEDEVR→回车选择第一组的数据→回车即可得到第一组数据的标准差→双击第一组数据