氧、氮、氩气管道安装施工方案一、工程简介转炉工程中,氧气、氮气、氩气管道主要包括氧枪阀门室氮气、氧气管道安装,投料系统、氧枪、副枪氮封管道安装、钢包底吹氩管道安装等
管道安装总量约 320m,其中不锈钢管约 100m
氧枪阀门室阀门 100%试压,安装前要求脱脂;管道要求脱脂、酸洗
其他氮气和氩气管道要求酸洗
二、施工准备1、图纸准备齐全,向施工班组作好技术交底
2、提出管材、管件用料计划
3、配备相应的技术标准文件
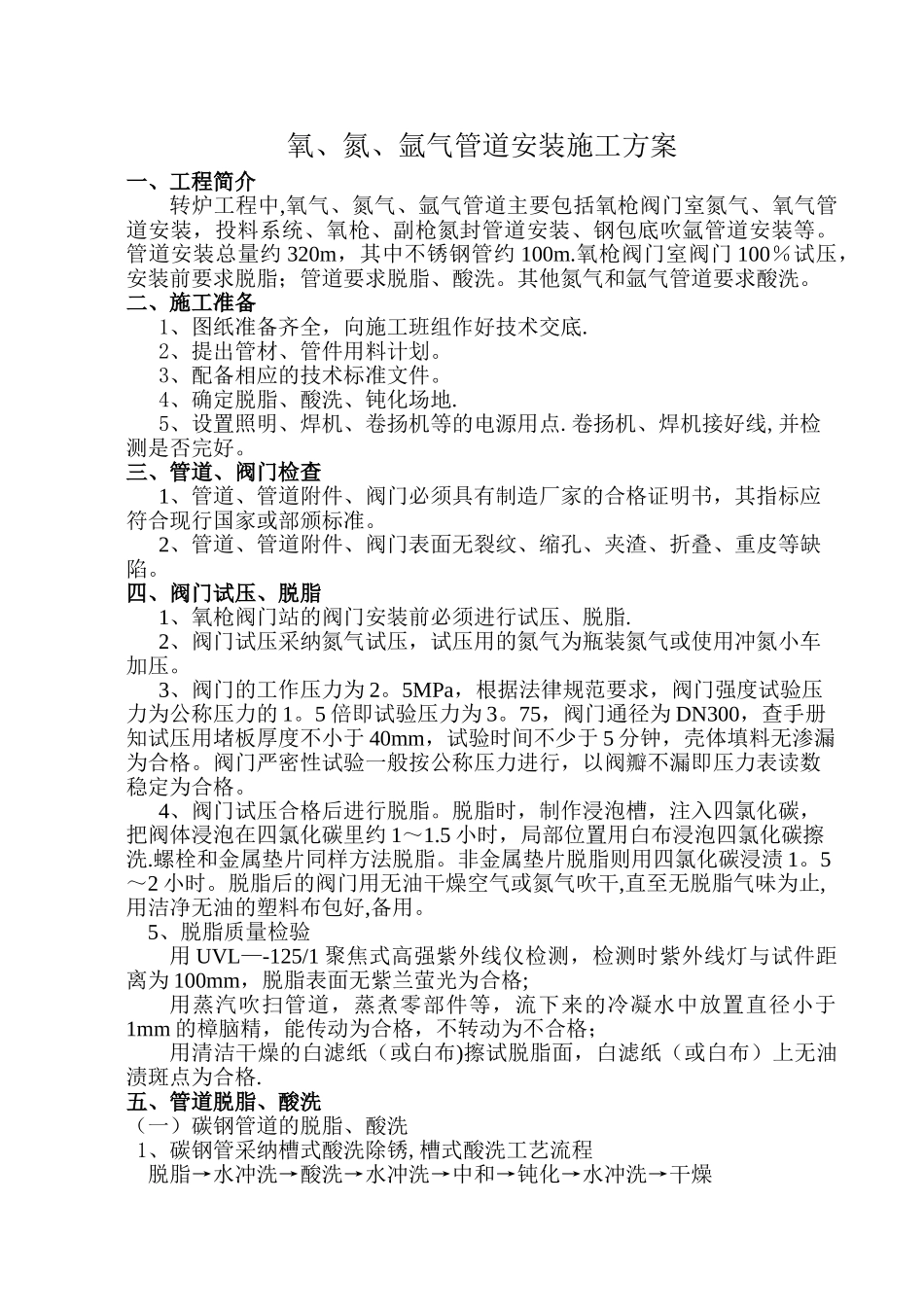
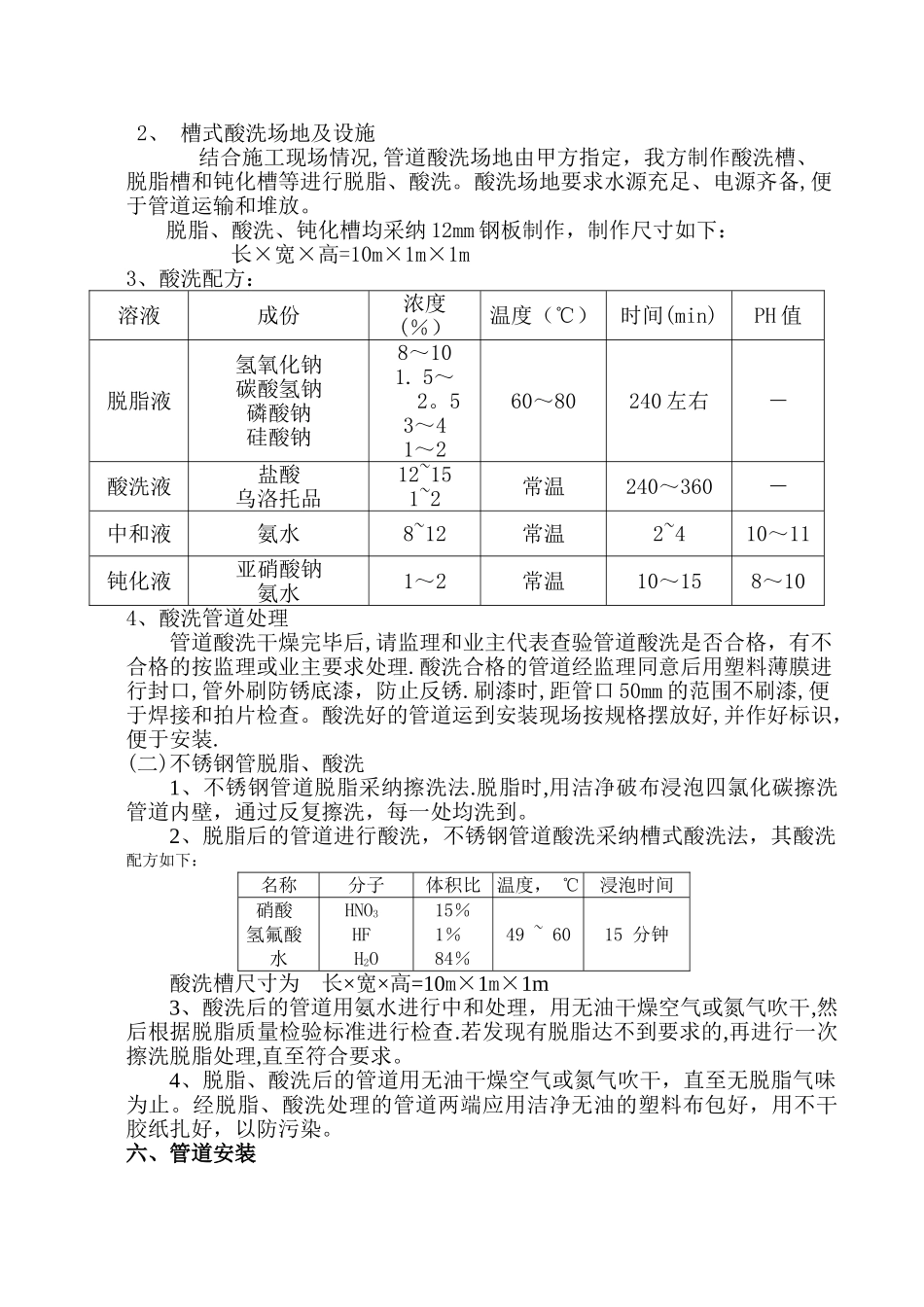
4、确定脱脂、酸洗、钝化场地
5、设置照明、焊机、卷扬机等的电源用点
卷扬机、焊机接好线,并检测是否完好
三、管道、阀门检查1、管道、管道附件、阀门必须具有制造厂家的合格证明书,其指标应符合现行国家或部颁标准
2、管道、管道附件、阀门表面无裂纹、缩孔、夹渣、折叠、重皮等缺陷
四、阀门试压、脱脂1、氧枪阀门站的阀门安装前必须进行试压、脱脂
2、阀门试压采纳氮气试压,试压用的氮气为瓶装氮气或使用冲氮小车加压
3、阀门的工作压力为 2
5MPa,根据法律规范要求,阀门强度试验压力为公称压力的 1
5 倍即试验压力为 3
75,阀门通径为 DN300,查手册知试压用堵板厚度不小于 40mm,试验时间不少于 5 分钟,壳体填料无渗漏为合格
阀门严密性试验一般按公称压力进行,以阀瓣不漏即压力表读数稳定为合格
4、阀门试压合格后进行脱脂
脱脂时,制作浸泡槽,注入四氯化碳,把阀体浸泡在四氯化碳里约 1~1
5 小时,局部位置用白布浸泡四氯化碳擦洗
螺栓和金属垫片同样方法脱脂
非金属垫片脱脂则用四氯化碳浸渍 1
5~2 小时
脱脂后的阀门用无油干燥空气或氮气吹干,直至无脱脂气味为止,用洁净无油的塑料布包好,备用
5、脱脂质量检验用 UVL—-125/1 聚焦式高强紫外线仪检测,检测时紫外线灯与试件距离为 100mm,脱脂表面无紫兰萤光为合格;用蒸汽吹扫管道,蒸煮零部件等,流下来