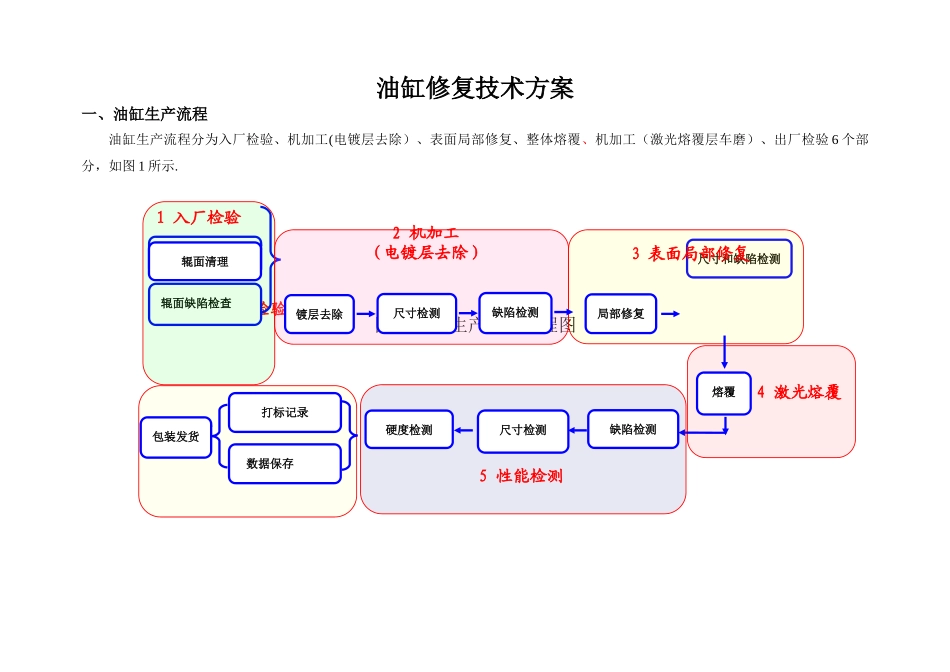
油缸修复技术方案一、油缸生产流程油缸生产流程分为入厂检验、机加工(电镀层去除)、表面局部修复、整体熔覆、机加工(激光熔覆层车磨)、出厂检验 6 个部分,如图 1 所示
图 1 油缸生产技术流程图尺寸和缺陷检测6 出厂检验镀层厚度检测辊面缺陷检查 局部修复2 机加工(电镀层去除)3 表面局部修复1 入厂检验辊面清理镀层去除尺寸检测缺陷检测 4 激光熔覆熔覆5 性能检测缺陷检测尺寸检测硬度检测包装发货打标记录 数据保存 1
入 厂 检 验2
镀 层 去 除3
局 部 修 复4
激 光 熔 覆5
性 能 检 测6
出 厂 检 验二 、2 、 涂 层 性 能工 艺 方 法 : 激 光 熔 覆基 体 材 料 :CrZrCu基 材粉 末 材 料 : Ni 基 合 金 粉 末涂 层 厚 度 : 0
6mm涂 层 硬 度 : > 400Hv0
3涂 层 气 孔 率 : < 0
5%涂 层 结 合 强 度 : 冶 金 结 合涂 层 表 面 粗 糙 度 : Ra < 0
5μm热 震 性 能 : 涂 层 不 剥 离3 、 涂 层 抗 高 温 热 震 性 能结 晶 器 铜 板 在 使 用 过 程 中 受 高 温 钢 水 冲 刷 及冷 热 疲 劳 作 用 , 要 求 表 面 防 护 涂 层 具 备 良 好 的 抗热 震 性 能
表 1 是 涂 层 热 震 试 验 参 数 和 抗 热 震 性能 , 将 表 面 制 备 涂 层 的 试 样 放 入500℃ 的 加 热 炉 中保 温 15 分 钟 , 然 后 迅 速 取 出 水 淬 , 每 淬 一 次 作 为一 次 热 震 , 观 察 涂 层 表 面 形 貌 变 化 ( 包 括 裂 纹 ,涂 层 边 缘 翘 起 , 掉 块 等 )
表 1 涂 层 的 抗 高 温 热 震 性 能图 1 是 激 光 及 电 镀 层 热 震