XXXXXXXX 有限公司 CA/QP-015生产过程管理流程(版/次:A/0)2024
25 发布 2024
01 实施X X X X 电 机 有 限 公 司发布XXXX 电机有限公司文件编号:CA/QP—015生产过程管理流程版本/ 次: A/0页 码: 1/1生效日期: 2024
01目的:法律规范制造部的生产运作管理,确保生产部门高品质、高效率运作
范围:适用于公司内部各生产车间的生产管理
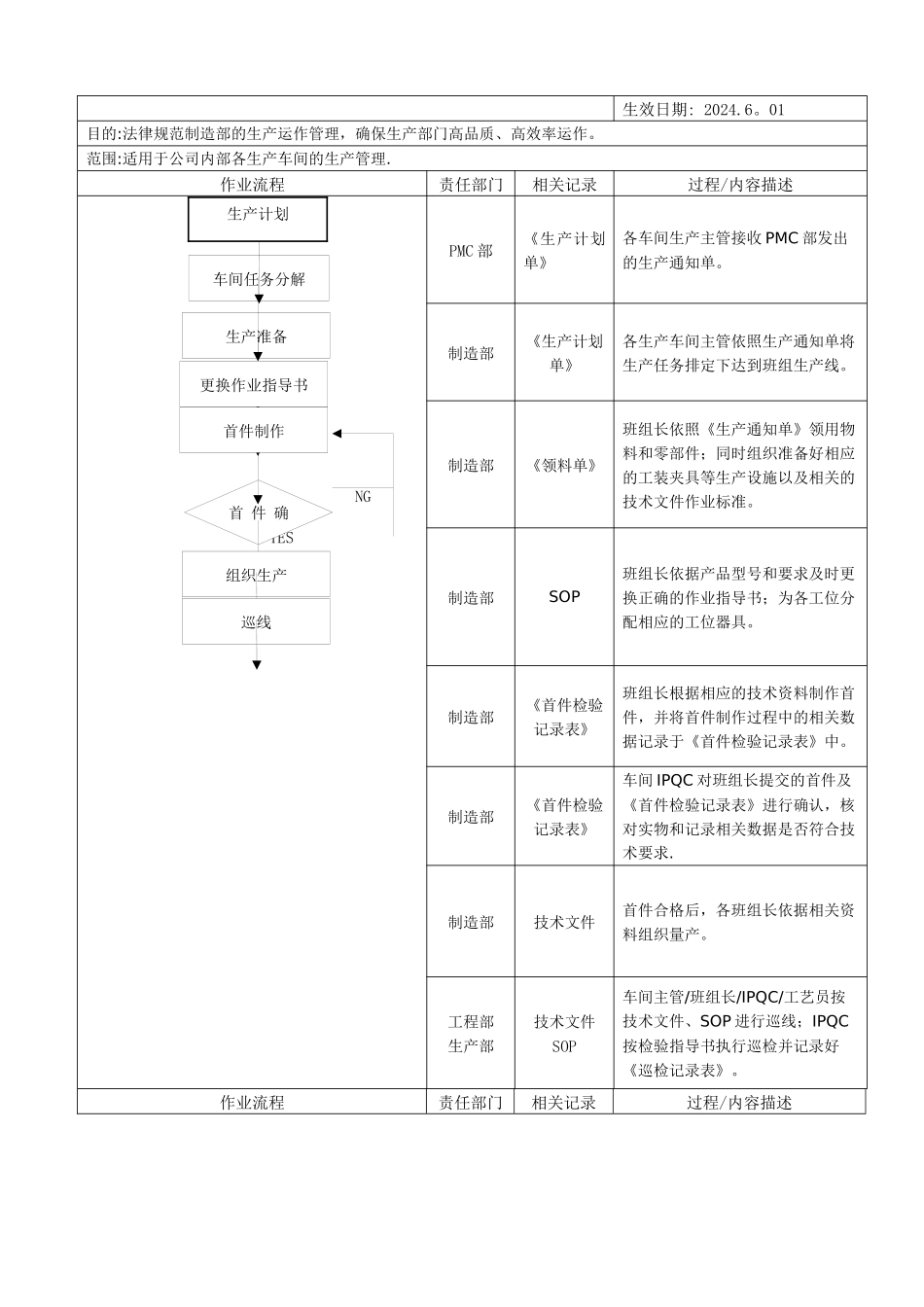
作业流程责任部门相关记录过程/内容描述PMC 部《生产计划单》各车间生产主管接收 PMC 部发出的生产通知单
制造部《生产计划单》各生产车间主管依照生产通知单将生产任务排定下达到班组生产线
制造部《领料单》班组长依照《生产通知单》领用物料和零部件;同时组织准备好相应的工装夹具等生产设施以及相关的技术文件作业标准
制造部SOP班组长依据产品型号和要求及时更换正确的作业指导书;为各工位分配相应的工位器具
制造部《首件检验记录表》班组长根据相应的技术资料制作首件,并将首件制作过程中的相关数据记录于《首件检验记录表》中
制造部《首件检验记录表》车间 IPQC 对班组长提交的首件及《首件检验记录表》进行确认,核对实物和记录相关数据是否符合技术要求
制造部技术文件首件合格后,各班组长依据相关资料组织量产
工程部生产部技术文件SOP车间主管/班组长/IPQC/工艺员按技术文件、SOP 进行巡线;IPQC按检验指导书执行巡检并记录好《巡检记录表》
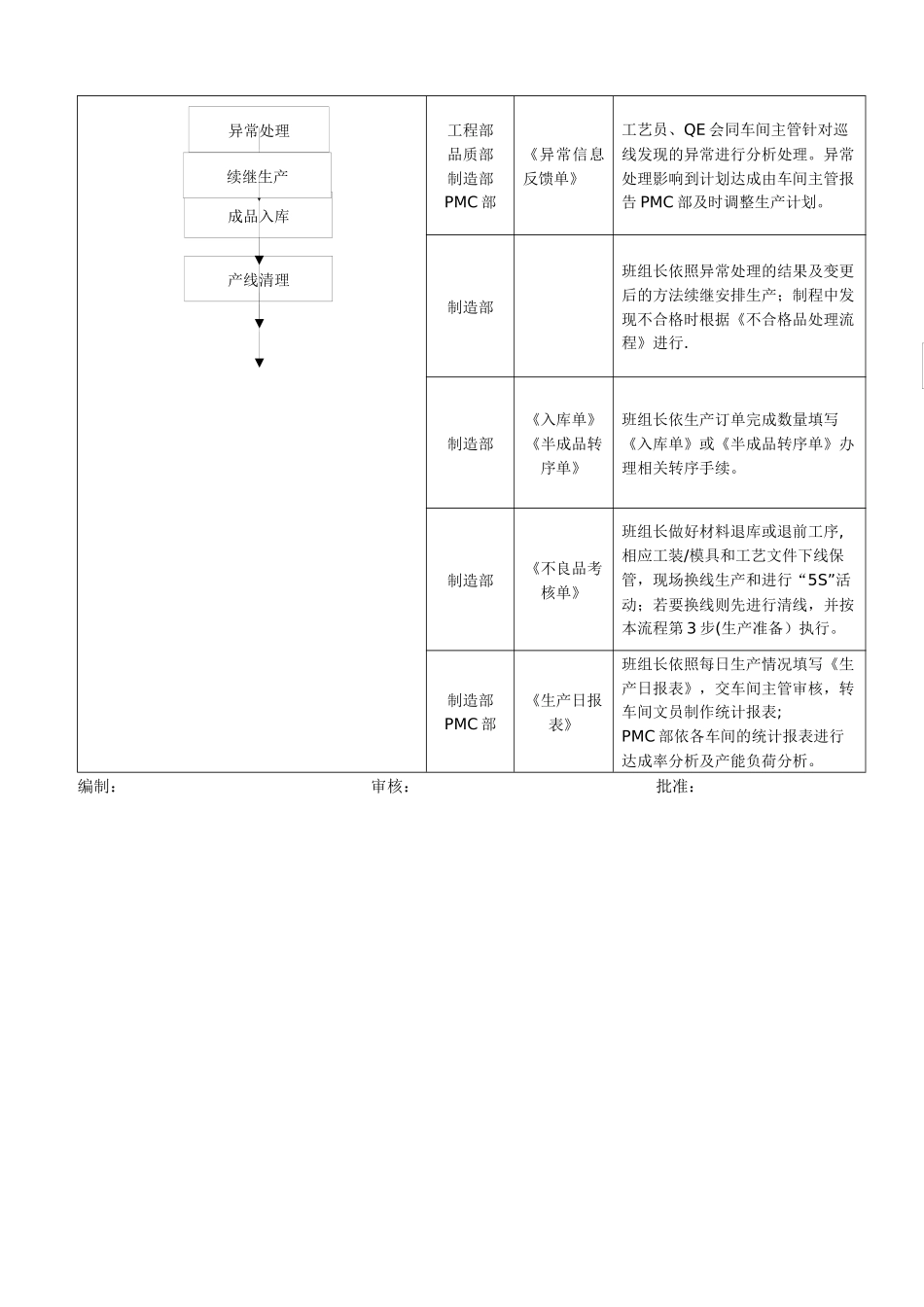
作业流程责任部门相关记录过程/内容描述NGYES生产计划车间任务分解生产准备首 件 确认更换作业指导书首件制作组织生产巡线工程部品质部制造部PMC 部《异常信息反馈单》工艺员、QE 会同车间主管针对巡线发现的异常进行分析处理
异常处理影响到计划达成由车间主管报告 PMC 部及时调整生产计划
制造部班组长依照异常处理的结果及变更后的方法续