3 工艺装备及设备的选用工艺装备:简称“工装”,指的是为是工艺过程最终实现,所用到的夹具、刃具、模具、量具、辅具、工位器具等所有器具的总称
使用工艺装备的目的有以下几点:(1)为了制造产品所必不可少的
(2)为了保证加工的质量
(3)为了提高劳动生产率
(4)为了改善劳动条件
根据工艺装备所适用的范围,大致能够被分成两种:专用和通用
专用的工艺装备(又称专用工装),是指只针对某一个产品、某一种零部件、某一道工序,属于专用资产,而且大都价值较高
一般的工艺装备(又称通用工装),是指能被应用于各类产品,例如常见的量具、刀具,而且通常单件的价值较低
专用工装大多由企业自己设计及制造,而通用工装则是由专业工厂制造
通用的工艺装备用途及功能很广,种类也繁多
大致可分为以下几种:工具,加工零件时所用到的器具,例如螺丝刀(见图 2
2 螺丝刀刀具,主要在加工过程中起到切削的作用,又被称为切削工具,例如铣刀(见图2
3 铣刀量具,通常是用来定量的器具,例如最常见的游标卡尺(见图 2
4 游标卡尺夹具,在加工零件的过程中起到固定的作用
包括焊接夹具、机床夹具(机械加工夹具)、检验夹具、装配夹具等
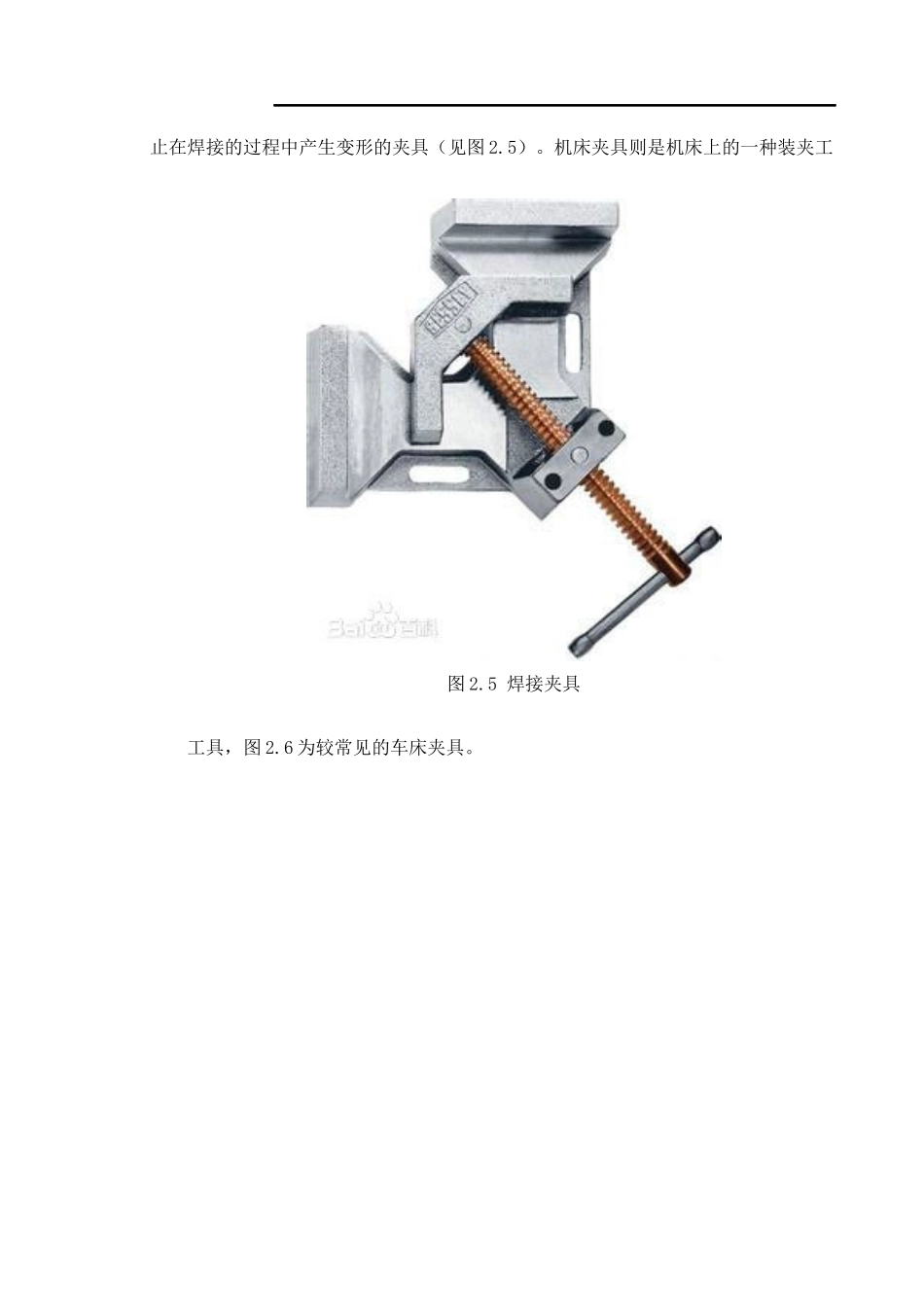
焊接夹具,顾名思义是为了保证焊件的尺寸,防止在焊接的过程中产生变形的夹具(见图 2
机床夹具则是机床上的一种装夹工图 2
5 焊接夹具工具,图 2
6 为较常见的车床夹具
6 车床夹具针对本课题零件所需要的工艺装备主要有:(1)钒钢机用丝锥,见图 2
工序Ⅱ、工序Ⅶ、工序Ⅷ,做“镗”的工序时,会使用到此工具
7 机用丝锥(2)铣刀
工序Ⅲ,使用的是硬质合金切口铣刀;工序Ⅵ,使用的是 Ø125 端铣刀;工序Ⅺ、工序Ⅸ,使用的是 Ø100 端铣刀
在做“铣”的工序时,会使用到此类刀具
(3)硬质合金锥柄麻花钻,见图 2