8×72 米窑大齿圈倒面施工方案一、设备检修施工准备1、现场施工准备① 联系甲方相关负责人落实备件是否到位,并检查其技术要求;② 联系甲方相关人员安排现场使用场地清理,以作施工现场准备;③ 联系落实相关设备检修专用工具制作材料及制作;④ 联系甲方相关人员对检修方案确定;⑤ 乙方绝对服从甲方及指导人员的技术要求;⑥ 检修前备件、工装及材料准备:大齿圈的对口螺栓、弹簧板螺栓
大齿圈调整支架 6 组、弹簧板拉耳 12 个,弹簧板与大齿圈连接螺栓 6 套,齿圈接口螺栓紧固液压专用扳手准备、磁力钻及加长钻头,吹氧管及钢板若干
(调整支架制作需 M60、M30 细牙螺栓及螺母、200 槽钢、钢板)
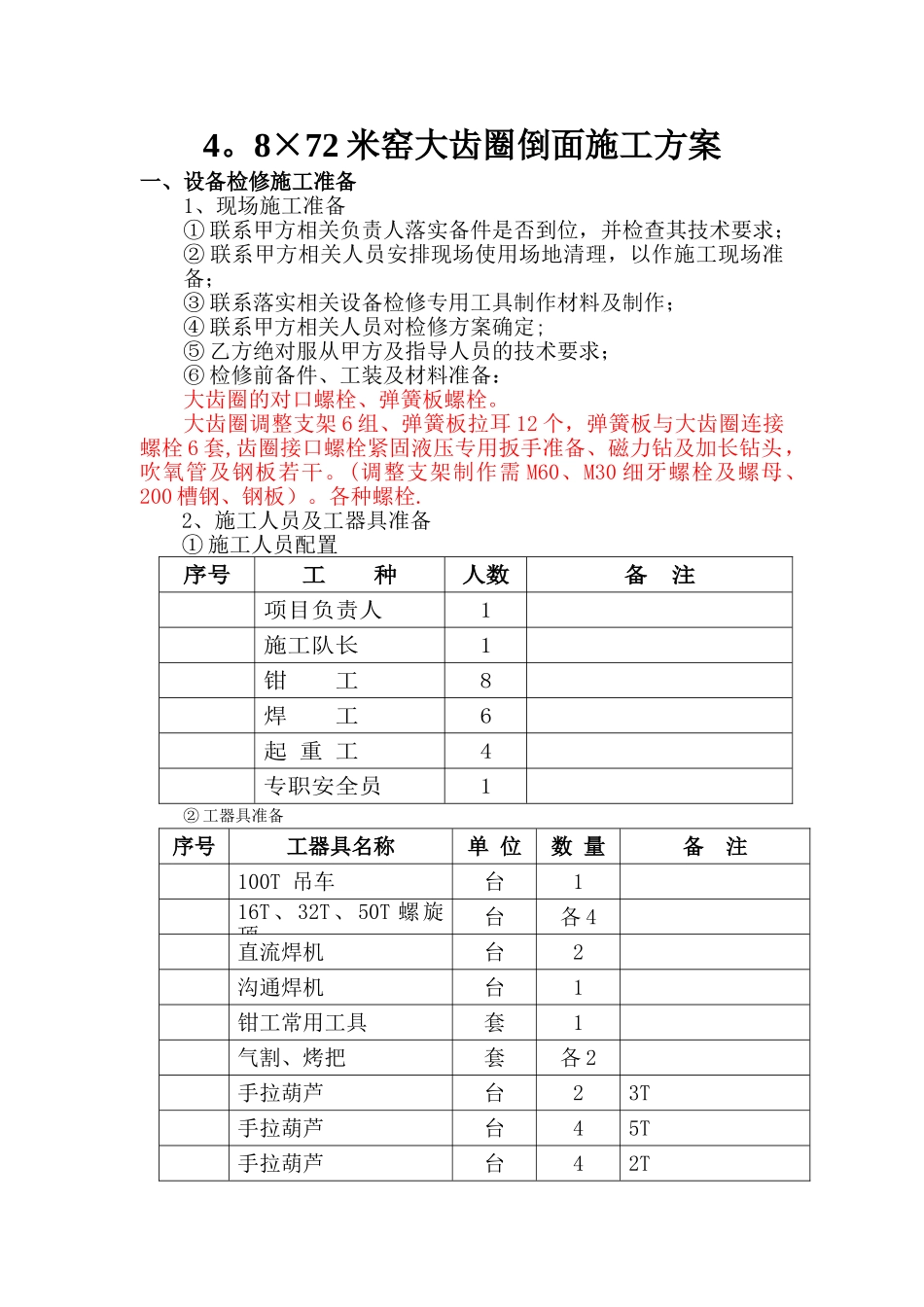
2、施工人员及工器具准备① 施工人员配置 序号工 种人数备 注项目负责人1施工队长1钳 工8焊 工6起 重 工4专职安全员1② 工器具准备序号工器具名称单 位数 量备 注100T 吊车台116T、32T、50T 螺旋顶台各 4直流焊机台2沟通焊机台1钳工常用工具套1气割、烤把套各 2手拉葫芦台23T手拉葫芦台45T手拉葫芦台42T测量、找正工具套1二、前期准备1、清点齿圈备件准备情况;2、安装支撑找正工具准备4、测量大齿圈与筒体轴向及径向位置和各弹簧板与筒体位置,在筒体相应上做标记
5、利用窑慢转打表测量记录大齿圈径向、轴向跳动值;测量齿圈部位筒体径向偏差量;测量传动装置原始数据
7、大齿圈对接临时替代螺栓和专用工具准备
8、大齿圈罩拆卸用脚手架搭设,进行齿圈罩拆除;三、更换过程1、 拆除齿轮罩, 清洗齿轮和清理油箱中的污油
然后, 测量大齿圈外圆的径向跳动量和端面跳动量, 测量大齿圈和弹簧板螺栓孔的中心尺寸, 并做初始记录(见表一) ,为大齿圈翻面处理完后的找正提供一参考数据
2、 沿窑筒体的圆周均匀焊接 6 个大齿圈的支撑调整工具, 使弹簧板处于自由状态, 不受力; 然后拆