筒体下料坡口通用技术标准一、前言本文是仅针对筒体下料一般情况所制定的企业推举通用标准
根据完全熔透的原则,规定了对接接头的坡口形式和尺寸
筒体板材下料坡口分为以下几种情况阐述:1
氩弧焊焊接用下料坡口(板材厚度在 5mm 以内);2
熔化极气体保护焊(CO2焊)焊接用下料坡口;3
埋弧焊焊接用下料坡口;4
焊条电弧焊焊接用下料坡口;5
特别接头下料坡口(管板接头,筒体与封头接头)
注意事项:1
本文仅适用于非压,如与特别情况请以技术图纸及工艺文件为准;2
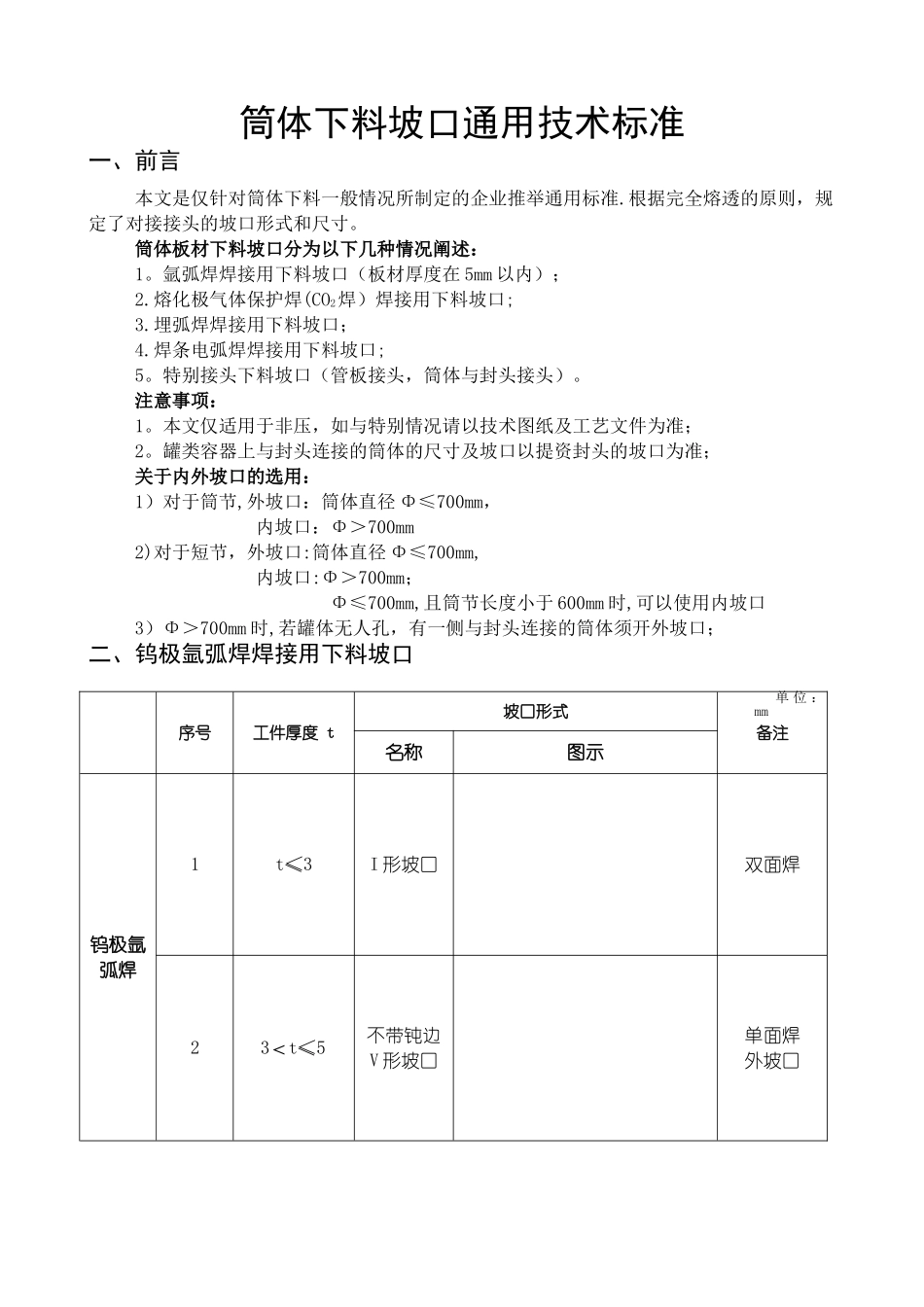
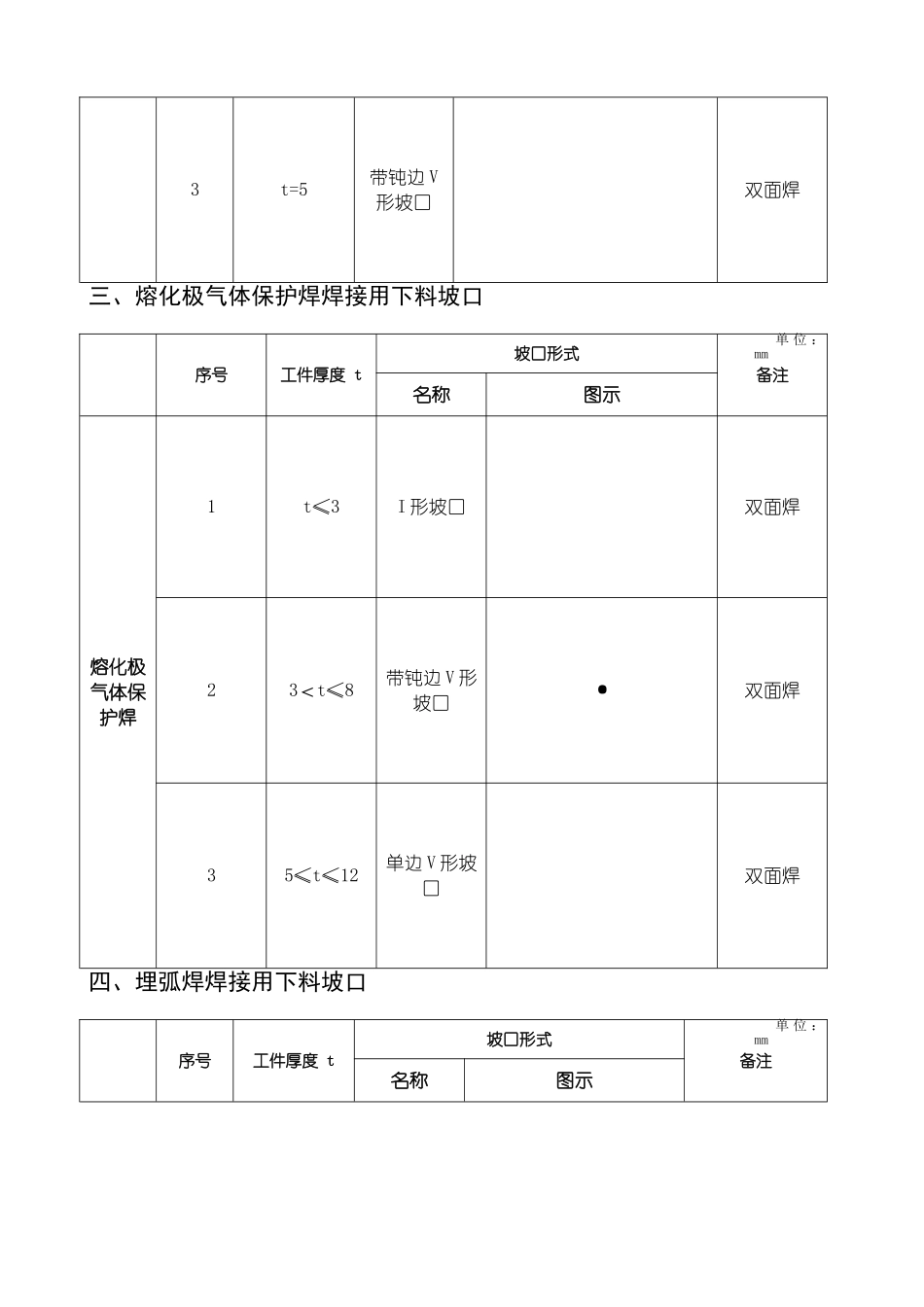
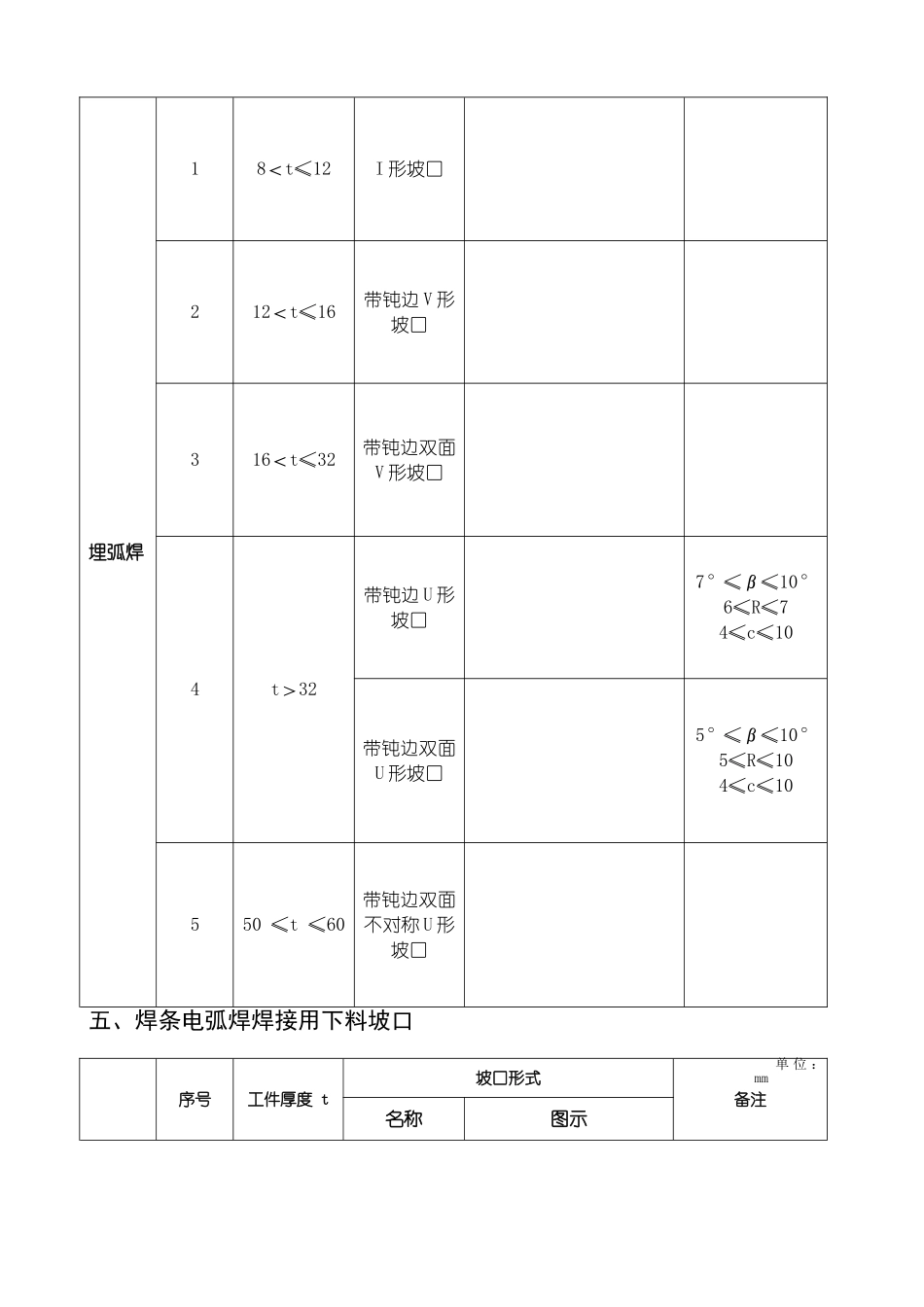
罐类容器上与封头连接的筒体的尺寸及坡口以提资封头的坡口为准;关于内外坡口的选用:1)对于筒节,外坡口:筒体直径 Φ≤700mm,内坡口:Φ>700mm 2)对于短节,外坡口:筒体直径 Φ≤700mm,内坡口:Φ>700mm;Φ≤700mm,且筒节长度小于 600mm 时,可以使用内坡口3)Φ>700mm 时,若罐体无人孔,有一侧与封头连接的筒体须开外坡口;二、钨极氩弧焊焊接用下料坡口序号工件厚度 t坡口形式备注名称图示钨极氩弧焊1t≤3I 形坡口双面焊2 3<t≤5不带钝边V 形坡口单面焊外坡口单 位 :mm3t=5带钝边 V形坡口双面焊三、熔化极气体保护焊焊接用下料坡口序号工件厚度 t坡口形式备注名称图示熔化极气体保护焊1t≤3I 形坡口双面焊23<t≤8带钝边 V 形坡口·双面焊35≤t≤12单边 V 形坡口双面焊四、埋弧焊焊接用下料坡口序号工件厚度 t坡口形式备注名称图示单 位 :mm单 位 :mm埋弧焊18<t≤12I 形坡口212<t≤16带钝边 V 形坡口316<t≤32带钝边双面V 形坡口4t>32带钝边 U 形坡口7°≤β≤10°6≤R≤74≤c≤10带钝边双面U 形坡口5°≤β≤10°5≤R≤104≤c≤10550 ≤t ≤60带钝边双面不对称 U 形坡口五、焊条电弧焊焊接用下料坡口序号工件厚度 t坡口形