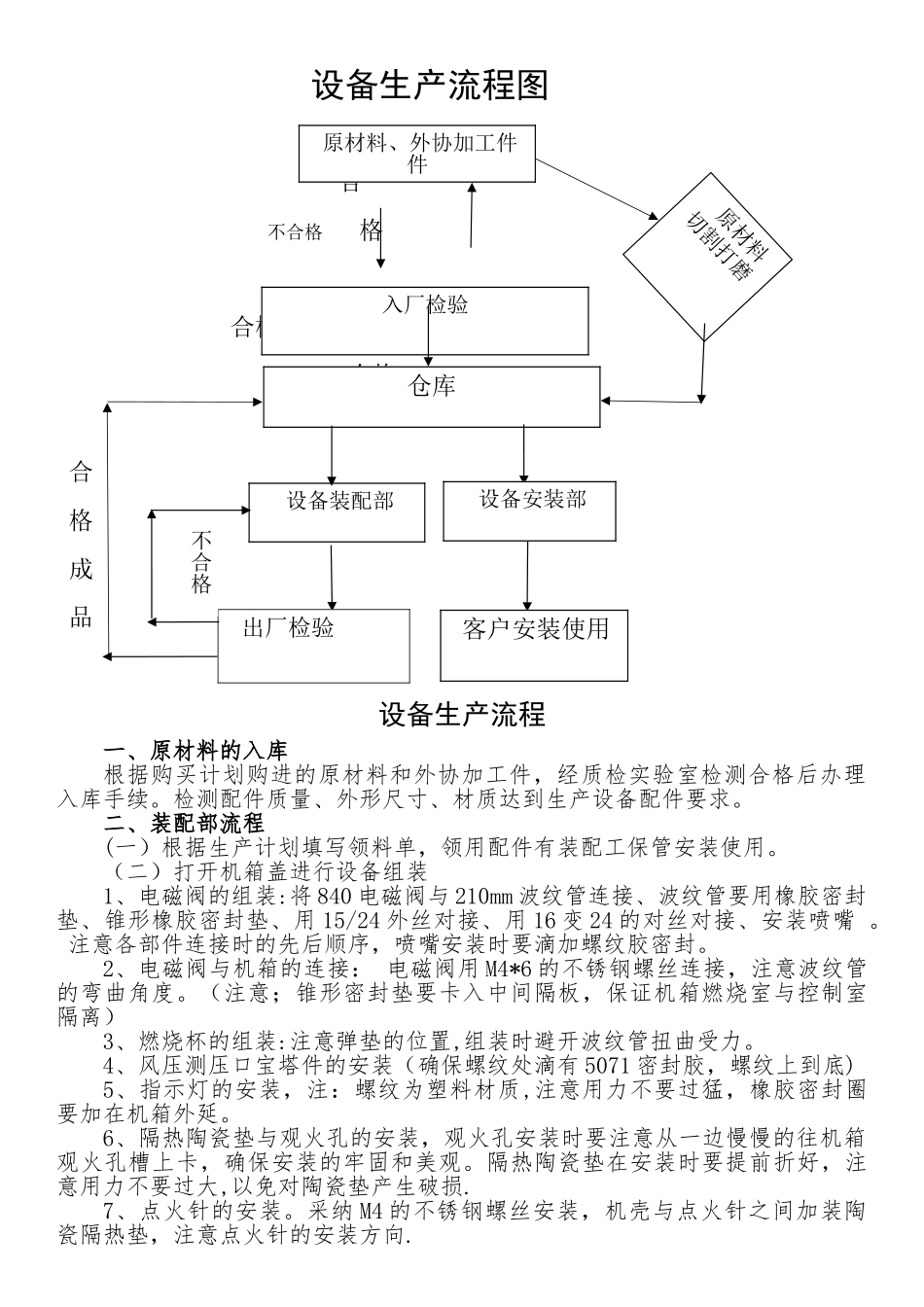
设备生产流程图 合 不合格 格 合格 合格 合 格 成 品设备生产流程一、原材料的入库根据购买计划购进的原材料和外协加工件,经质检实验室检测合格后办理入库手续
检测配件质量、外形尺寸、材质达到生产设备配件要求
二、装配部流程(一)根据生产计划填写领料单,领用配件有装配工保管安装使用
(二)打开机箱盖进行设备组装1、电磁阀的组装:将 840 电磁阀与 210mm 波纹管连接、波纹管要用橡胶密封垫、锥形橡胶密封垫、用 15/24 外丝对接、用 16 变 24 的对丝对接、安装喷嘴
注意各部件连接时的先后顺序,喷嘴安装时要滴加螺纹胶密封
2、电磁阀与机箱的连接: 电磁阀用 M4*6 的不锈钢螺丝连接,注意波纹管的弯曲角度
(注意;锥形密封垫要卡入中间隔板,保证机箱燃烧室与控制室隔离) 3、燃烧杯的组装:注意弹垫的位置,组装时避开波纹管扭曲受力
4、风压测压口宝塔件的安装(确保螺纹处滴有 5071 密封胶,螺纹上到底)5、指示灯的安装,注:螺纹为塑料材质,注意用力不要过猛,橡胶密封圈要加在机箱外延
6、隔热陶瓷垫与观火孔的安装,观火孔安装时要注意从一边慢慢的往机箱观火孔槽上卡,确保安装的牢固和美观
隔热陶瓷垫在安装时要提前折好,注意用力不要过大,以免对陶瓷垫产生破损
7、点火针的安装
采纳 M4 的不锈钢螺丝安装,机壳与点火针之间加装陶瓷隔热垫,注意点火针的安装方向
原材料、外协加工件件入厂检验仓库 设备装配部 设备安装部 原材料切割打磨 客户安装使用 出厂检验 不合格8、风压开关的安装
采纳 M4*10 的不锈钢螺丝连接,注意安装的方向,风压开关一般调至 40pa
9、风压测压管的安装
长度不宜过长,长度控制在风压管不受力,不打结为准
10、橡胶密封垫的粘贴
保证机箱盖与机箱接触的部位都要黏贴上,以保证燃烧控制室的密封环境
11、机箱下侧盖的安装,用 M4 的不锈钢螺丝连接