DK7732 数控高速走丝电火花线切割机床与控制系统设计毕业论文一、 总体方案设计(一) 总体方案的拟定(1)电火花线切割机床具有定位,纵向和横向的直线插补功能;还能要求暂停,进行循环加工等,因此,数控系统选取连续控制系统
(2)电火花线切割机床属于经济型数控机床,在保证一定加工精度的前提下,应简化结构,降低成本
因此,进给伺服系统应采纳步进电机开环控制系统
(3)根据电火花线切割机床最大的加工尺寸,加工精度,控制速度和经济性要求,一般采纳 8 位微机
在 8 位微机中,MCS-51 系列单片机具有集成度高,可靠性好,功能强,速度快,抗干扰能力强,具有很高的性能价格比
因此,可选择 MCS-51 系列单片机扩展系统
(4)根据系统的功能要求,微机控制系统中除了 CPU 外,还包括扩展程序存储器,扩展数据存储器,I/O 接口电路;包括能输入加工程序和控制命令的键盘,能显示加工数据和机床状态信息的显示器;包括光电隔离电路和步进电机驱动电路
此外,系统中还应该包括脉冲发生电路和其他辅助电路
(5)纵向和横向进给是两套独立的传动链,它们由步进电机、齿轮副、丝杠螺母副组成,起传动比应满足机床所要求的
(6)为了保证进给伺服系统的传动精度和平稳性,选用摩擦小、传动效率高的滚珠丝杠螺母副,并应有预紧机构,以提高传动刚度和消除间隙
齿轮副也应有消除齿侧间隙的机构
(7)采纳滚动导轨可以减少导轨间的摩擦阻力,便于工作台实现精确和微量移动,且润滑方法简单
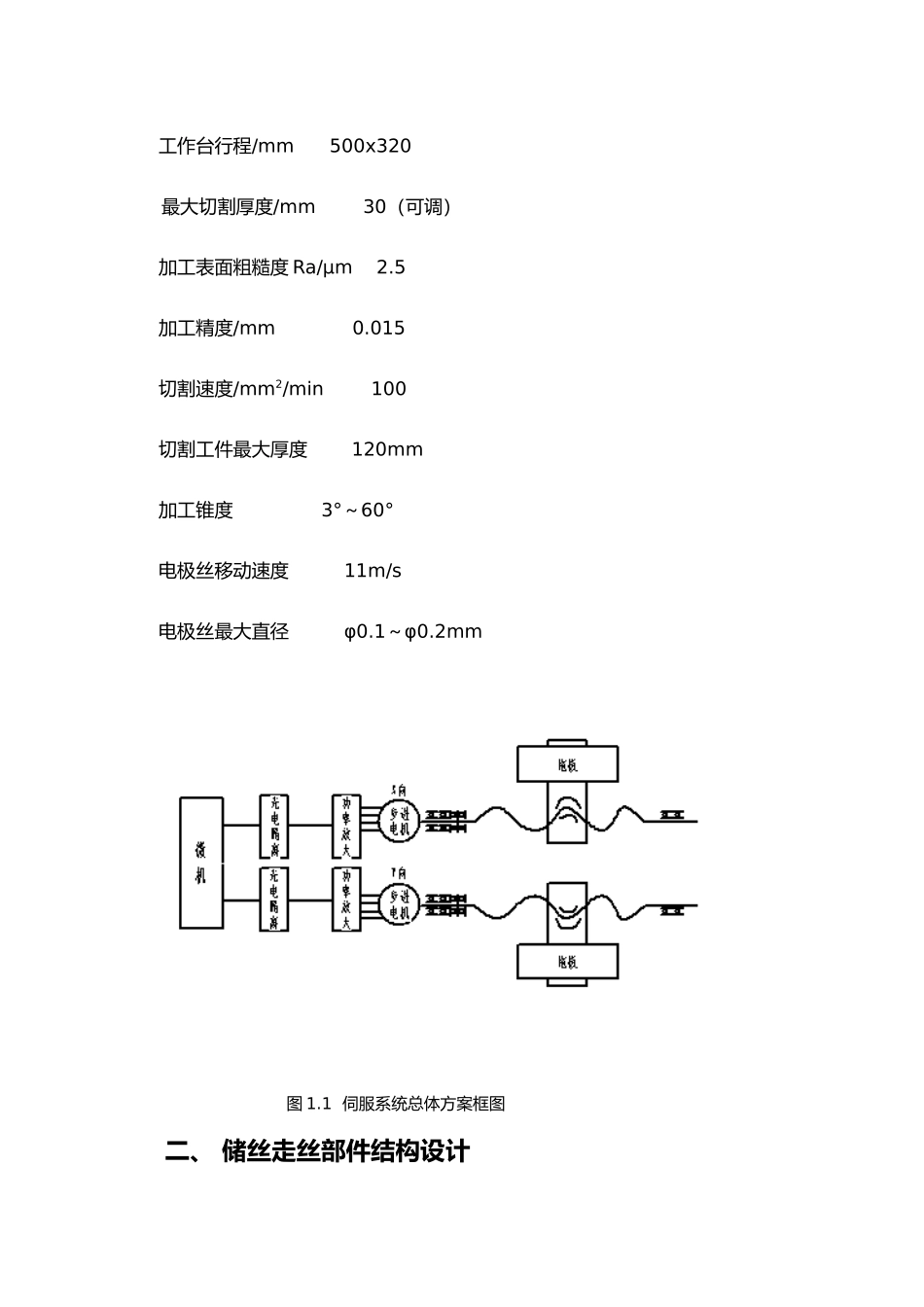
在上述方案的基础上,有条件的还可以进一步实现钼丝的角度调节,使加工过程更加细致
(伺服系统总体方案框图如图 1
1)(二)主要技术参数的确定技术参数主要包括运动参数,尺寸参数和动力参数
DK7732 电火花线切割机床的主要技术参数如下:工作台行程/mm 500x320最大切割厚度/mm 30(可调)加工表面粗糙度 Ra/μm 2
5加工精度/