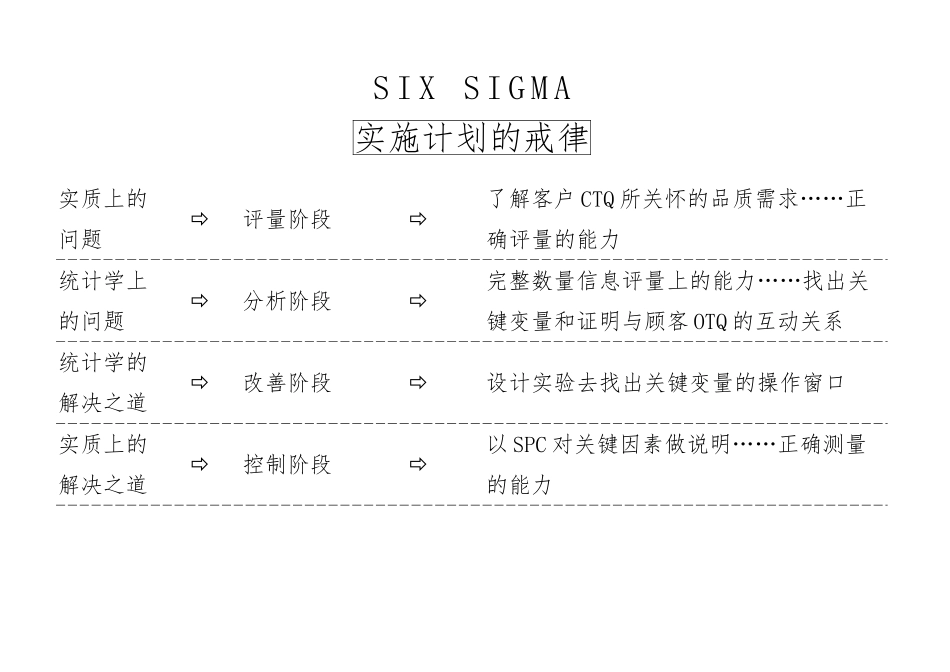
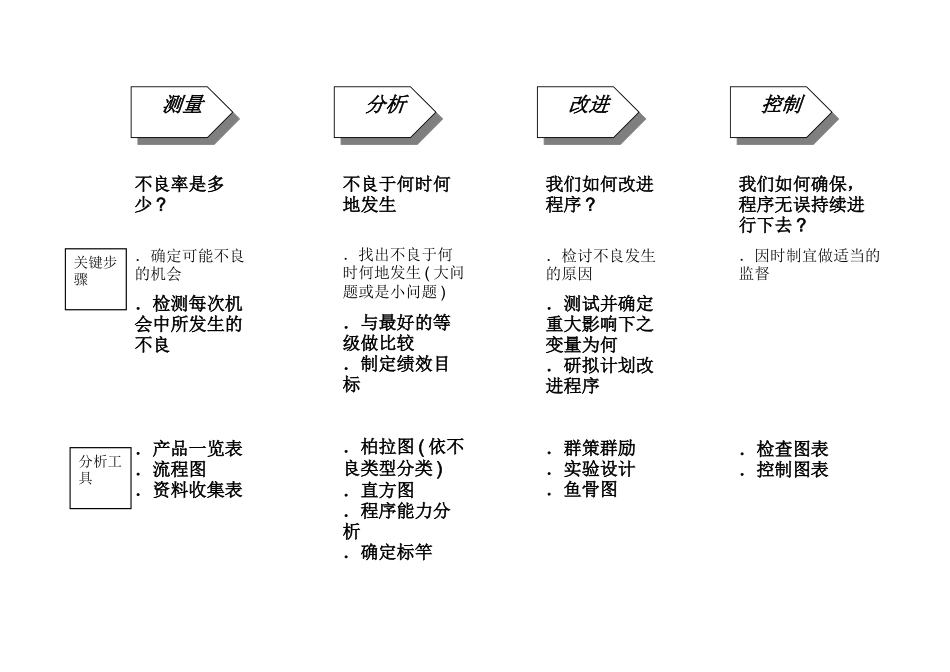
SIX SIGMA 策略理念说明与具体施方法讲解3-1 测定:目标指针化与设定品质评价基准3-2 分析:全公司最适化的调整与核心优势评价3-3 改善:持绩性项目改善的组织化要求改革绩效3-4 管制:落实品质项目改善绩效与建置挑战性品质项目计划S I X S I G M A实施计划的戒律实质上的问题评量阶段了解客户 CTQ 所关怀的品质需求……正确评量的能力统计学上的问题分析阶段完整数量信息评量上的能力……找出关键变量和证明与顾客 OTQ 的互动关系统计学的解决之道改善阶段设计实验去找出关键变量的操作窗口实质上的解决之道控制阶段以 SPC 对关键因素做说明……正确测量的能力测量测量分析分析改进改进控制控制不良率是多少
.确定可能不良的机会.检测每次机会中所发生的不良.产品一览表.流程图.资料收集表不良于何时何地发生.找出不良于何时何地发生 ( 大问题或是小问题 ).与最好的等级做比较.制定绩效目标.柏拉图 ( 依不良类型分类 ).直方图.程序能力分析.确定标竿我们如何改进程序
.检讨不良发生的原因.测试并确定重大影响下之变量为何.研拟计划改进程序.群策群励.实验设计.鱼骨图我们如何确保,程序无误持续进行下去
.因时制宜做适当的监督.检查图表.控制图表关键步骤分析工具品质管制图分析技术品质六大特质分析技术品质技术分析方法林氏「品质综合模式指针」17 项品质特质说明1
USL 规格上限2
SL 规格中心值品质规格要求3
LSL 规格下限4
XUCL X 平均数管制图之管制上限5
XBAR X 平均数管制图之中心值6
XLCL X 平均数管制图之管制下限7
RUCL R 全距管制图之管制上限 (SUCL) (σ 标准差管制图)8
RBAR R 全距管制图之管制中心值 (SBAR) (σ 标准差管制图)9
RLCL R 全距管制图之管制之下限