、对刀操作基本上数控加工中心都会有 G54〜G59 六个工件坐标系
将编程坐标系与工件坐标系重合一起才可以正确加工
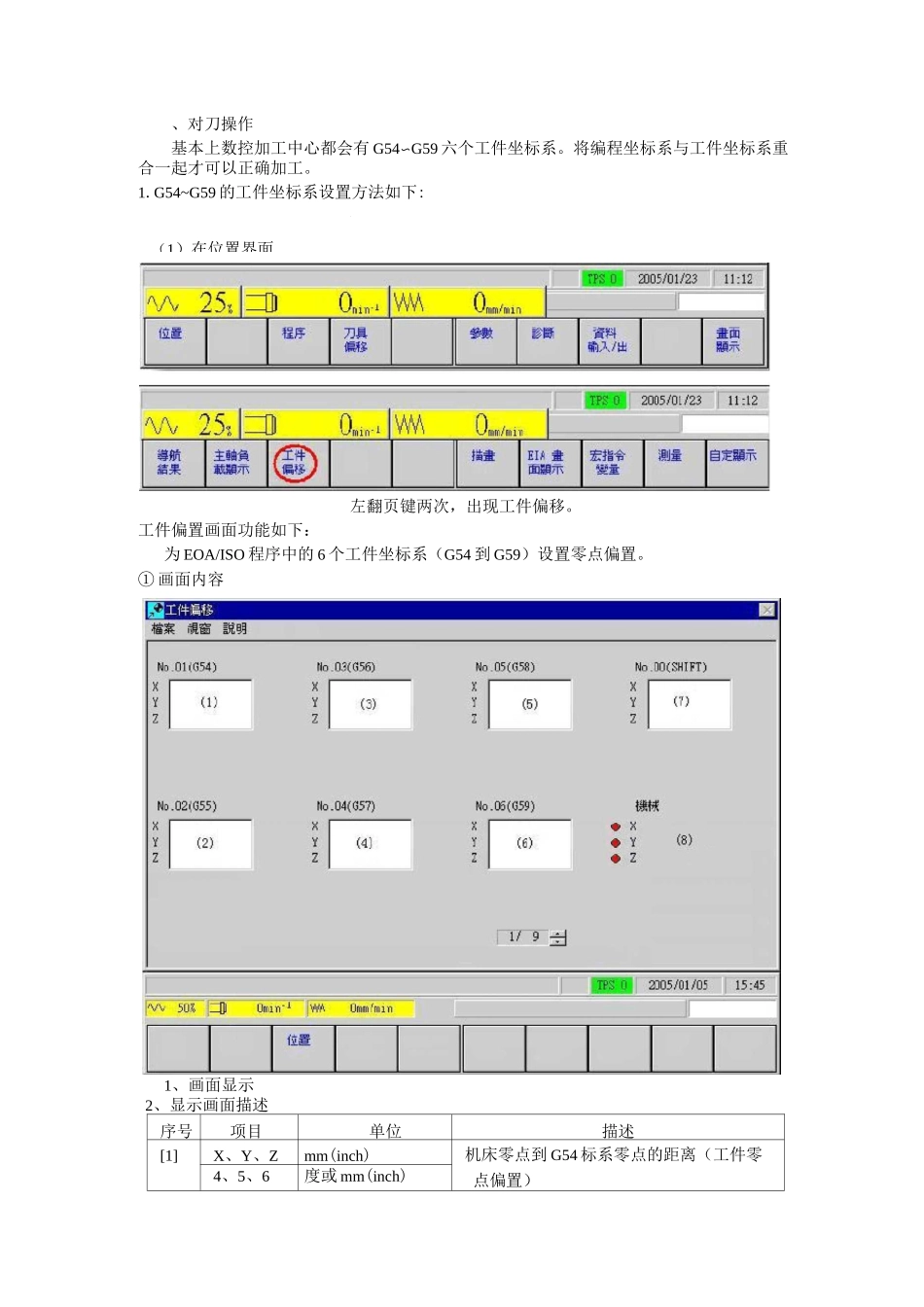
G54~G59 的工件坐标系设置方法如下:左翻页键两次,出现工件偏移
工件偏置画面功能如下:为 EOA/ISO 程序中的 6 个工件坐标系(G54 到 G59)设置零点偏置
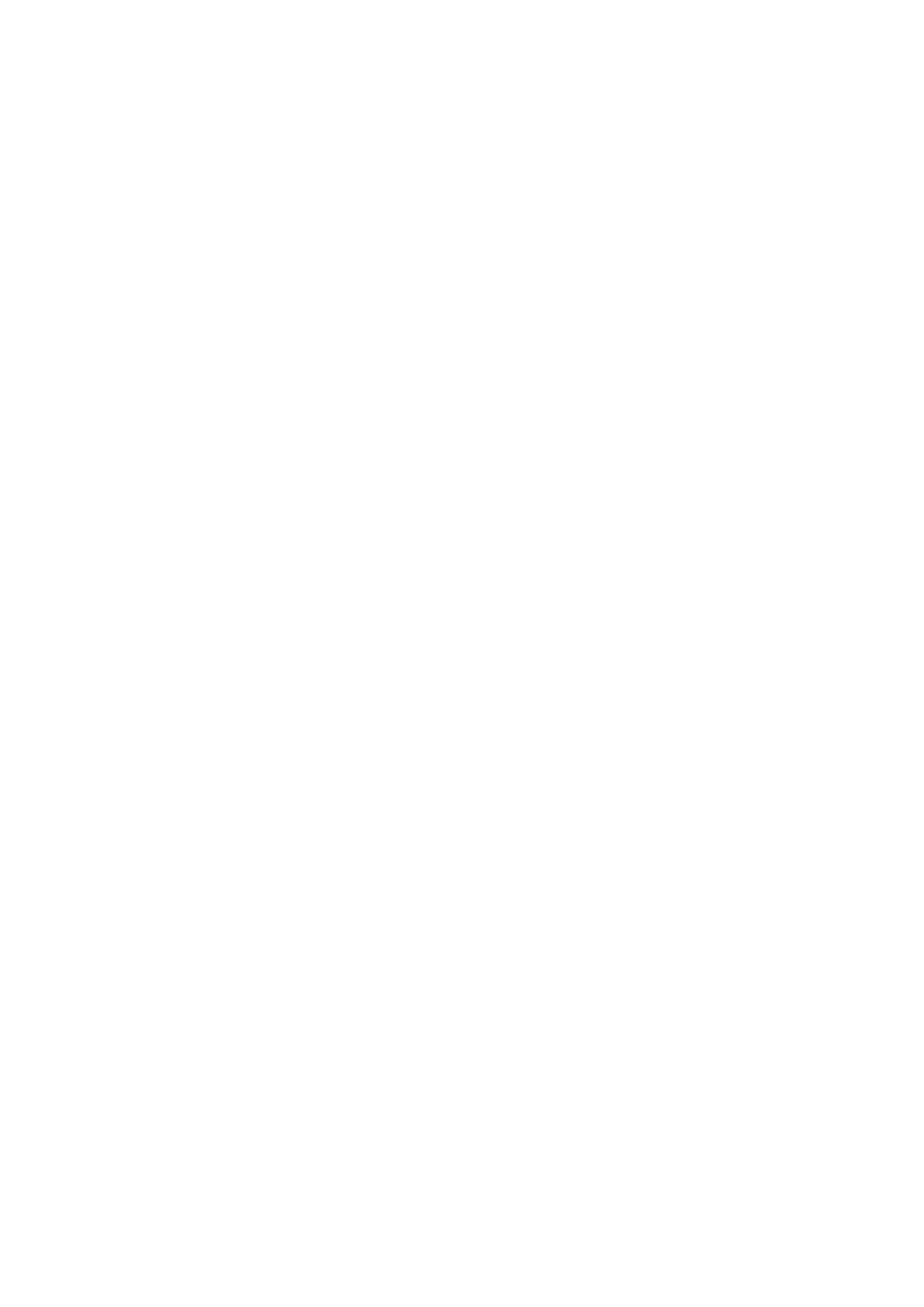
① 画面内容1、画面显示2、显示画面描述序号项目单位描述[1]X、Y、Zmm(inch)机床零点到 G54 标系零点的距离(工件零点偏置)4、5、6度或 mm(inch)(1)在位置界面E|T2345甦直[2]X、Y、Zmm(inch)机床零点到 G55 系零点的距离(工件零点偏置)4、5、6度或 mm(inch)⑶X、Y、Zmm(inch)机床零点到 G56 系零点的距离(工件零点偏置)4、5、6度或 mm(inch)[4]X、Y、Zmm(inch)机床零点到 G57 系零点的距离(工件零点偏置)4、5、6度或 mm(inch)[5]X、Y、Zmm(inch)机床零点到 G58 零点的距离(工件零点偏置)4、5、6度或 mm(inch)[6]X、Y、Zmm(inch)机床零点到 G59 零点的距离(工件零点偏置)4、5、6度或 mm(inch)[7]X、Y、Zmm(inch)工件零点在每个工件坐标系上的漂移量
4、5、6度或 mm(inch)[8]X、Y、Zmm(inch)与机床项目在位置画中一样
参见位置画面4、5、6度或 mm(inch)一样
② 数据注册下面数据可在工件偏置画面中
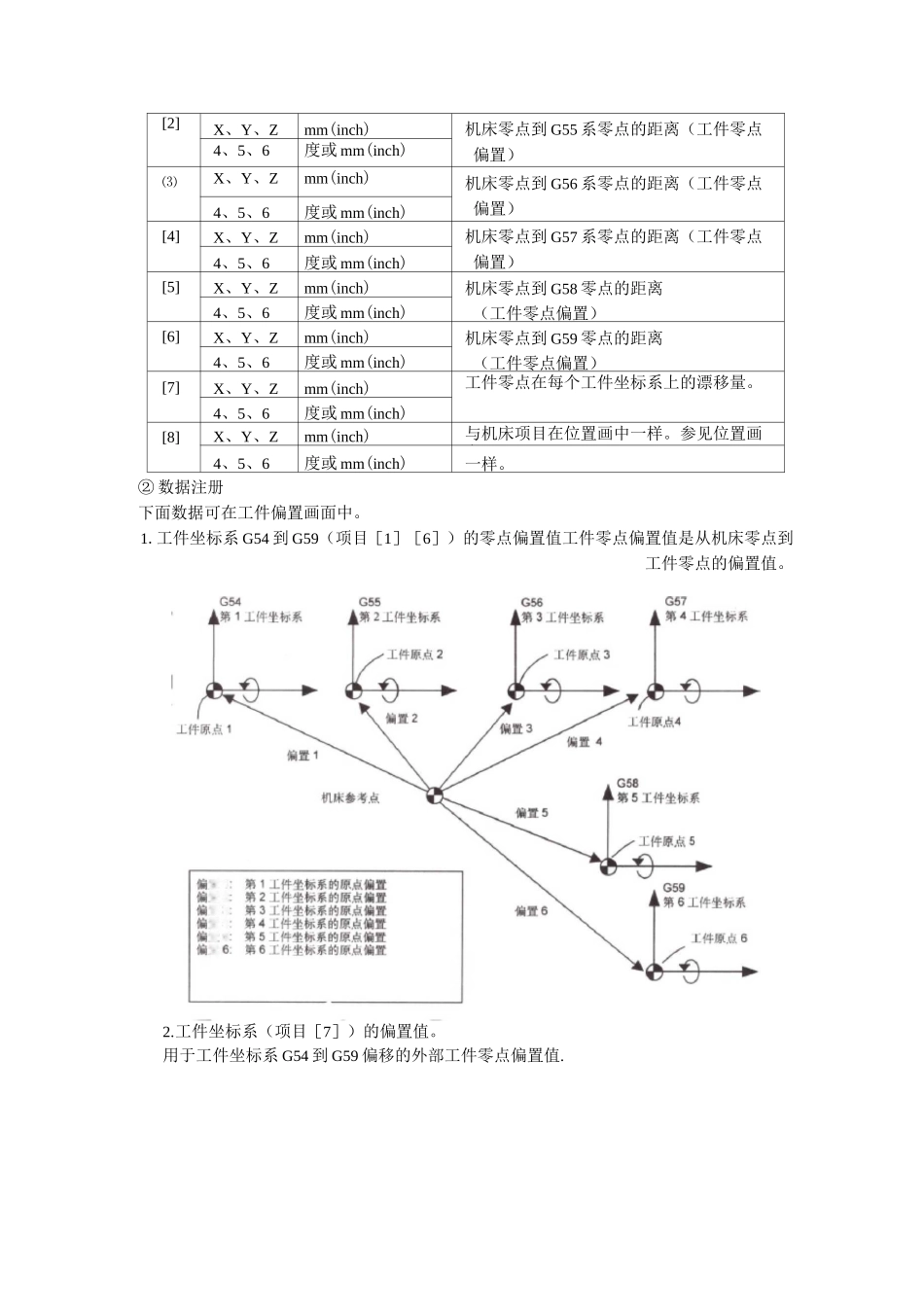
工件坐标系 G54 到 G59(项目[1][6])的零点偏置值工件零点偏置值是从机床零点到工件零点的偏置值
工件坐标系(项目[7])的偏置值
用于工件坐标系 G54 到 G59 偏移的外部工件零点偏置值
工件原点偏进&工件原也AG58从命 5 工件哦标亲