工程工业控制课程设计概述----------------------- -----------------------日期:目录1 机电一体化柔性装配系统概述- 2 -1
1 系统基本组成- 2 -1
2 下料单元的介绍- 3 -2
上料单元 PLC 设计- 4 -2
1PLC 简介- 4 -2
2 控制方式说明- 5 -2
3I/O 编号分配表- 5 -2
4 功能表图- 7 -2
5PLC 程序说明- 8 -2
1 上料单元初始原位程序- 9 -2
2 步进电机的驱动程序- 9 -2
3 启动、停止、手自动,复位按钮程序- 11 -3
S7-300 PLC 主站控制部分- 12 -3
1PROFIBUS-DP 总线介绍- 13 -3
2 主站控制的基本要求- 13 -3
3 S7-300PLC 介绍- 13 -3
1 S7-300PLC 概述- 13 -3
2 S7-300PLC 的组成- 13 -3
4 S7-200 与 S7-300 的 PROFIBUS –DP 通信- 14 -3
1 配置主站硬件组态- 14 -3
2 软件编程- 18 -3
5 S7-300PLC 程序部分- 19 -3
6 S7-300 总结- 21 -4.监控软件的设计- 22 -4
1 监控软件的功能- 22 -4
2 登录界面的设置- 23 -4
3 监控界面- 26 -4
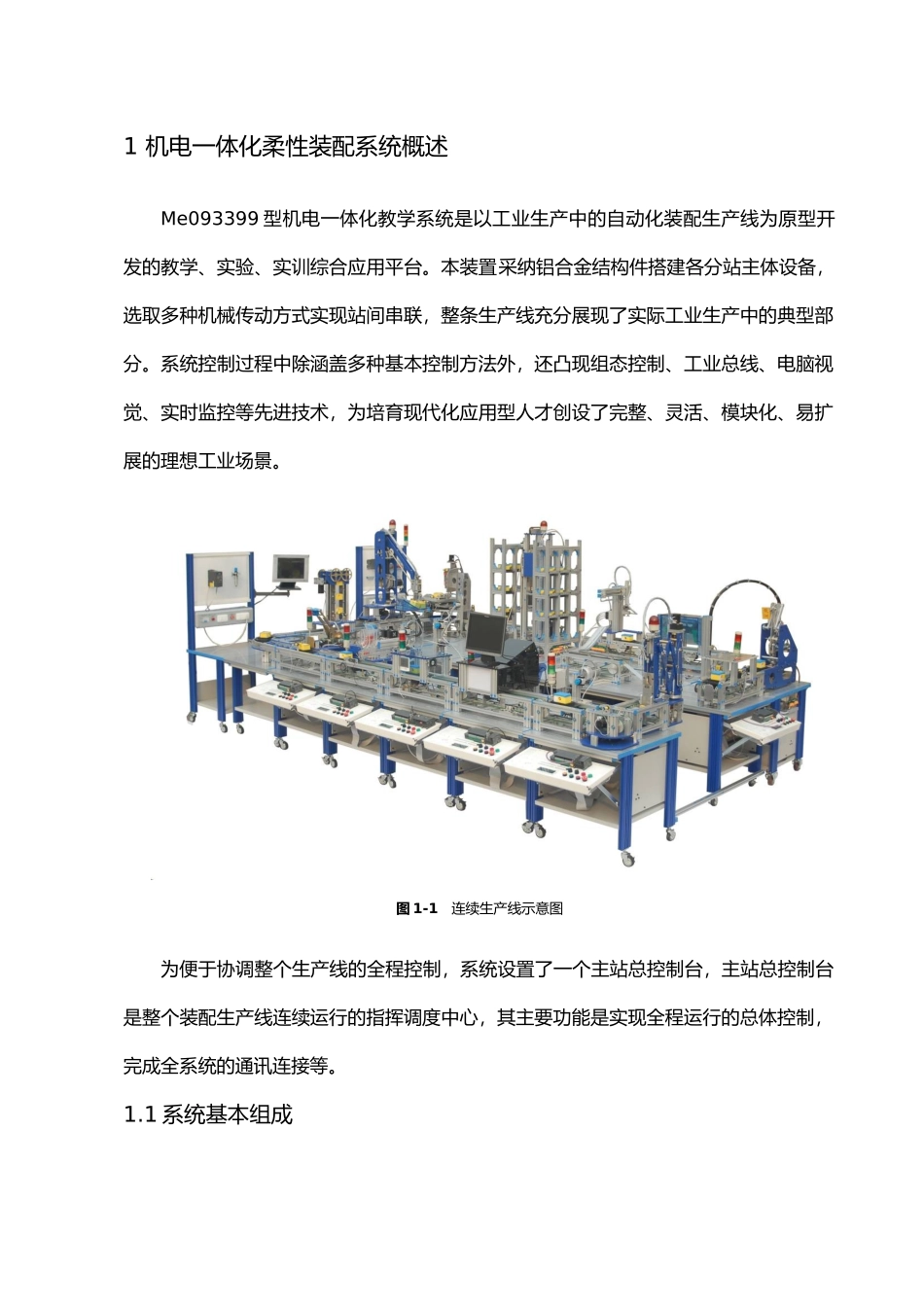
4 组态设计小结- 29 -1 机电一体化柔性装配系统概述Me093399 型机电一体化教学系统是以工业生产中的自动化装配生产线为原型开发的教学、实验、实训综合应用平台
本装置采纳铝合金结构件搭建各分站主体设备,选取多种机械传动方式实现站间串联,整条生产线充分展现了实际工业生产中的典型部分
系统控制过程中除涵盖多种基本控制方法外,还凸现组态控制、工业总线、电脑视觉、实时监控等先进技术,为