毕业设计(论文)发 证 学 校 :题 目 名 称 :系 别 : 专 业 : 数 控 加 工 班 级 : 技 师 数 控 姓 名 :学 号 : 指 导 老 师 : 交 稿 时 间 : 2016 年 5 月 18 日 数 控 铣 床 零 件 的 编 程 与 加 工 摘 要 数 控 编 程 技 术 是 数 控 技 术 重 要 的 组 成 部 分
以 数 控 编 程 中 的 加 工 工 艺 分 析 与 设 计 为 出 发 点 , 着力 分 析 零 件 图 , 从 数 控 加 工 的 实 际 角 度 出 发 , 以 数控 加 工 的 实 际 生 产 为 基 础 , 以 掌 握 数 控 加 工 工 艺 为目 标 , 在 了 解 数 控 加 工 铣 削 基 础 、 数 控 铣 床 刀 具 的选 用 、 数 控 加 工 工 件 的 定 位 与 装 夹 、 拟 定 加 工 方 案、确 定 加 工 路 线 和 加 工 容 以 与 对 一 些 特 别 的 工 艺 问 题处 理 的 基 础 上 , 控 制 数 控 编 程 过 程 中 的 误 差 , 从 而大 大 缩 短 了 加 工 时 间 , 提 高 了 效 率 , 降 低 了 成 本
关 键词 数 控 铣 床 数 控 加 工 数 控 编 程 零 件1 零 件 加 工 工 艺 的 分 析 1
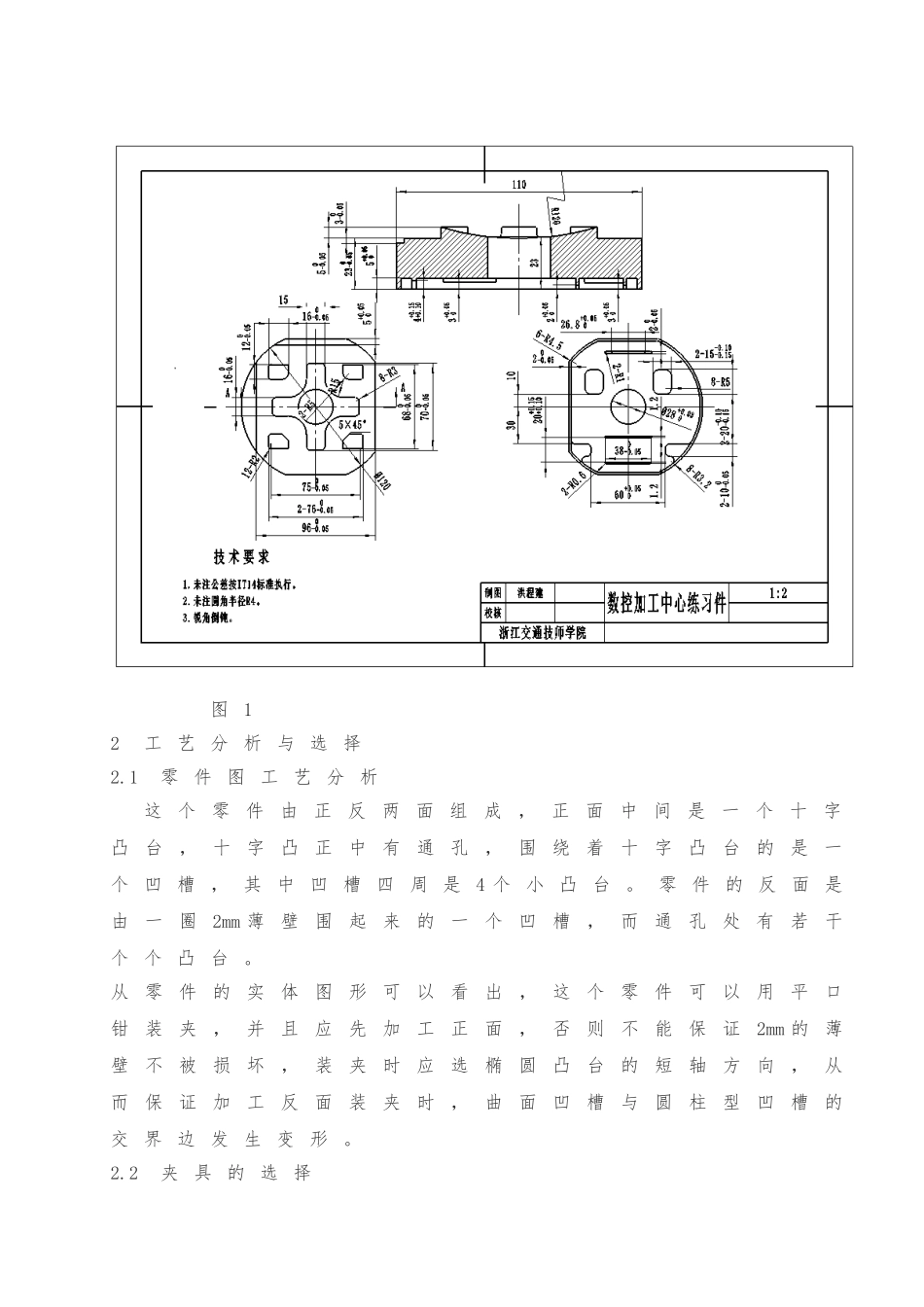
1 零 件 的 技 术 要 求 分 析如 图 一 所 示 : 该 零 件 为 典 型的 数 铣 加 工 件 , 零 件 材 料 为 铝 , 零 件 基 本 尺 寸 :120×120×30, 零 件 的 尺 寸 公 差 在 0
1mm 之 间 , 且 凸 件 薄壁 厚 度 为 2mm , 区 域 面 积 较 大 , 表 面 粗 糙 度 也 比 较 高 ,加 工 时 容 易 产 生 变 形 , 处 理 不 好 可 能 会 导 致 其 壁 厚公 差