外缘曲翻边工艺与数值模拟讨论1 绪论1
1 外缘翻边与分类翻边是将金属平板坯料或半成品工序件的一部分,沿其一定的轮廓线使其法兰部分变大、成为有竖边边缘的冲压成形方法
当然,也有不变成竖边,只把坯料中某一部分的孔径加以扩大的情况〔有的书上称为扩孔)
翻边主要用于制造出与其他零件的装配部位或者为了提高零件的刚度而用来加工出特定的形状,在大型板金成形时,也可作为控制破裂或折皱的手段
在汽车覆盖件中,多数零件都要经过翻边加工,翻边部分主要用于各覆盖件之间的连接(焊接、铆接、粘接等),有时翻边也是产品流线或者美观方面的需要
圆孔翻边、曲外缘翻边等属于伸长类翻边;外缘外曲翻边等属于压缩类翻边,而非圆孔翻边通常是伸长类翻边、压缩类翻边和弯曲成形的组合形式
当翻边的变形区边缘为一直线时,翻边成形就转变为弯曲成形,可以说,弯曲是翻边的一种特别情况
但翻边时,金属板料变形状态比弯曲时要复杂的多
外缘翻边分为曲翻边和外曲翻边两种
外曲翻边属于压缩类翻边,其变形性质和应力状态类似于不用压边圈的浅拉深
曲翻边属于伸长类翻边,与孔的翻边相似
当翻边变形面为平面时为平面翻边;翻边变形面为曲面,称为曲面翻边
这里主要讨论曲外缘翻边的情况[1-3]
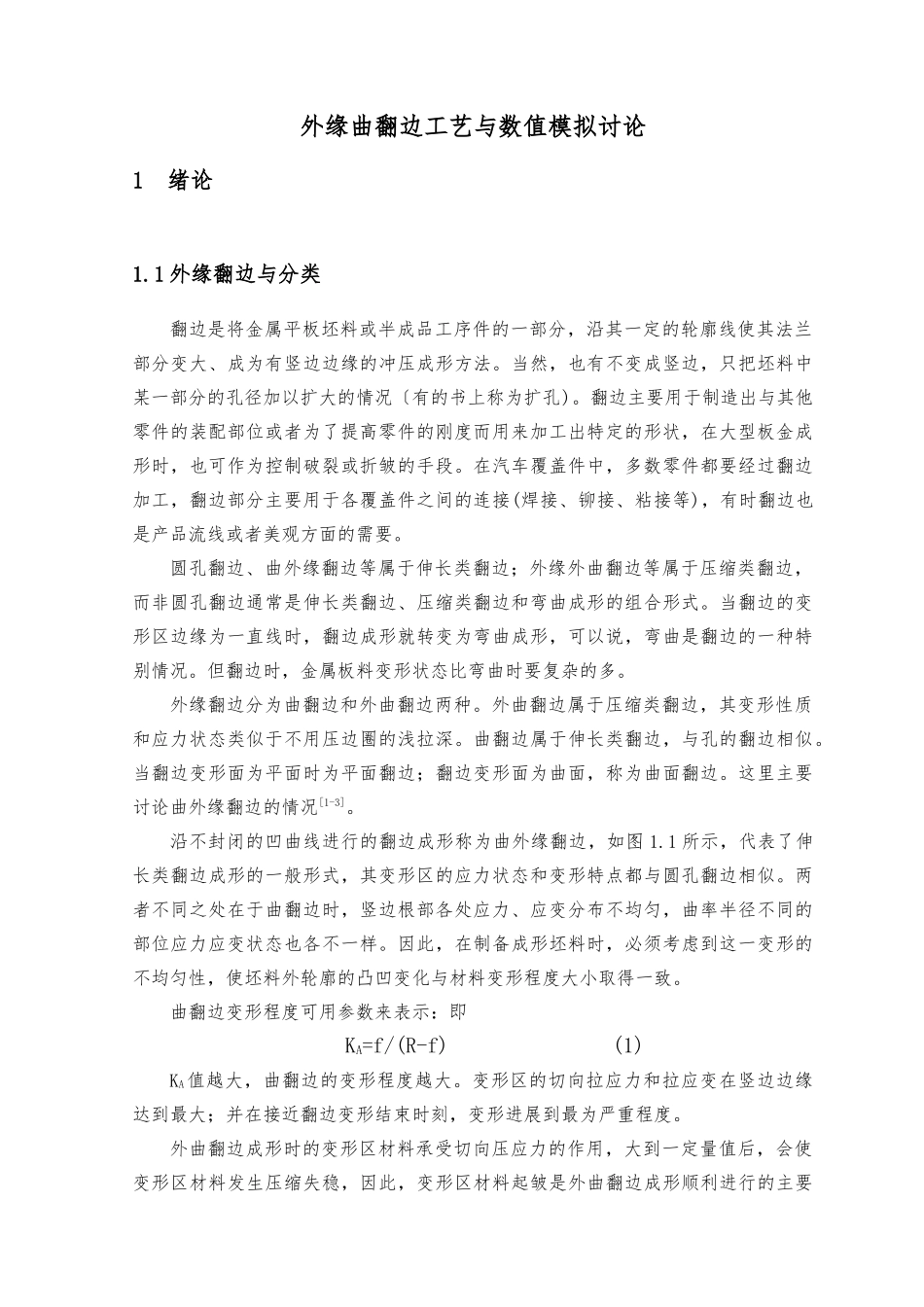
沿不封闭的凹曲线进行的翻边成形称为曲外缘翻边,如图 1
1 所示,代表了伸长类翻边成形的一般形式,其变形区的应力状态和变形特点都与圆孔翻边相似
两者不同之处在于曲翻边时,竖边根部各处应力、应变分布不均匀,曲率半径不同的部位应力应变状态也各不一样
因此,在制备成形坯料时,必须考虑到这一变形的不均匀性,使坯料外轮廓的凸凹变化与材料变形程度大小取得一致
曲翻边变形程度可用参数来表示:即KA=f/(R-f) (1)KA值越大,曲翻边的变形程度越大
变形区的切向拉应力和拉应变在竖边边缘达到最大;并在接近翻边变形结束时刻,变形进展到最为严重程度
外曲翻边成形时的变形区材料承