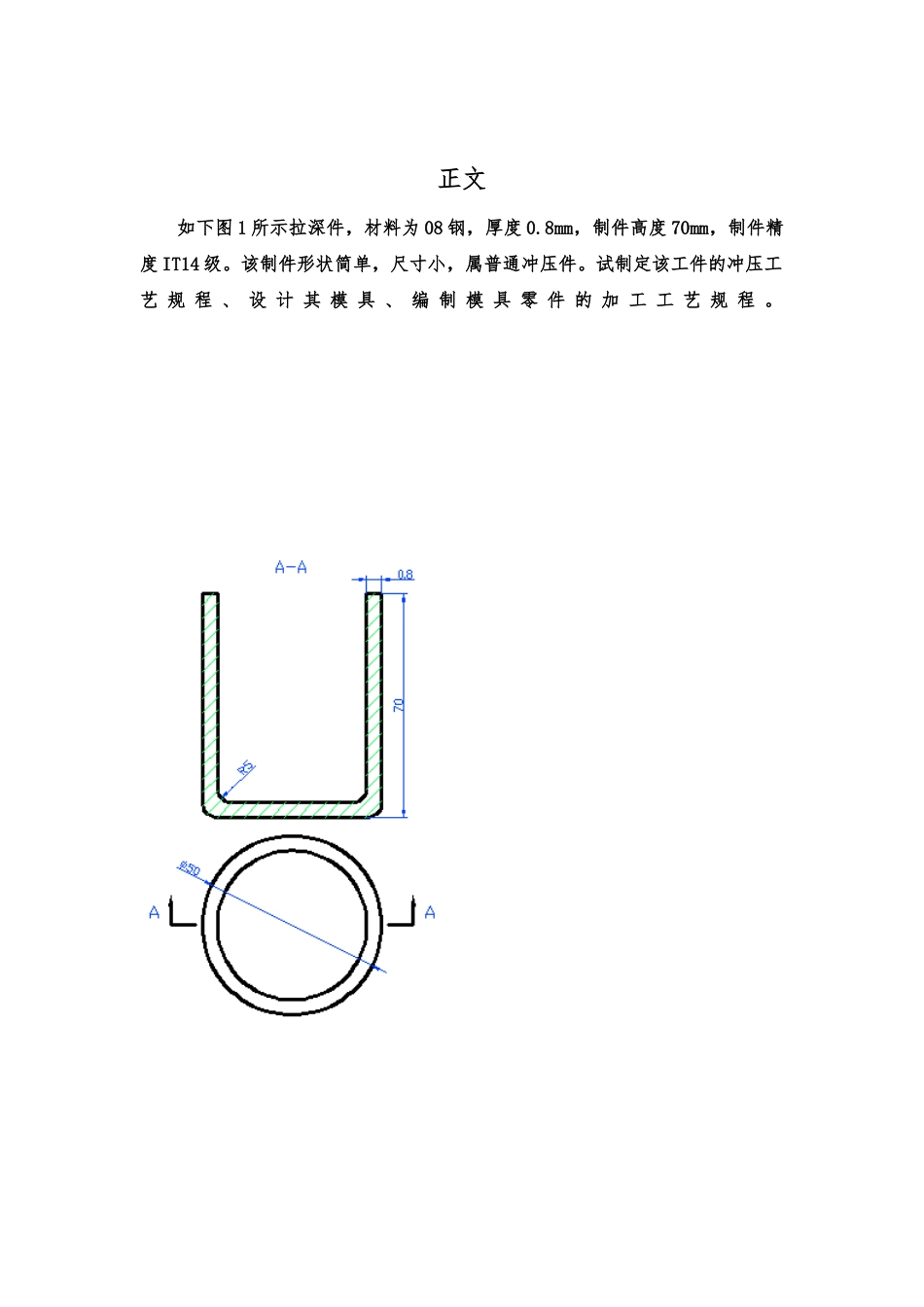
正文如下图 1 所示拉深件,材料为 08 钢,厚度 0
8mm,制件高度 70mm,制件精度 IT14 级
该制件形状简单,尺寸小,属普通冲压件
试制定该工件的冲压工艺 规 程 、 设 计 其 模 具 、 编 制 模 具 零 件 的 加 工 工 艺 规 程
图 1 一、冲压件工艺分析1、材料:该冲裁件的材料 08 钢是碳素工具钢,具有较好的可拉深性能
2、零件结构:该制件为圆桶形拉深件,故对毛坯的计算要
3、单边间隙、拉深凸凹模与拉深高度的确定应符合制件要求
4、 凹凸模的设计应保证各工序间动作稳定
5、 尺寸精度:零件图上所有未注公差的尺寸,属于自由尺寸,可按 IT14 级确定工件尺寸的公差
查公差表可得工件基本尺寸公差为:二、工艺方案与模具结构类型1、工艺方案分析该工件包括落料、拉深两个基本工序,可有以下三种工艺方案:方案一:先落料,首次拉深一,再次拉深
采纳单工序模生产
方案二:落料+拉深复合,后拉深二
采纳复合模+单工序模生产
方案三:先落料,后二次复合拉深
采纳单工序模+复合模生产
方案四:落料+拉深+再次拉深
采纳复合模生产
方案一模具结构简单,但需三道工序三副模具,成本高而生产效率低,难以满足大批量生产要求
方案二只需二副模具,工件的精度与生产效率都较高,工件精度也能满足要求,操作方便,成本较低
方案三也只需要二副模具,制造难度大,成本也大
方案四只需一副模具,生产效率高,操作方便,工件精度也能满足要求,但模具成本造价高
通过对上述四种方案的分析比较,该件的冲压生产采纳方案二为佳
2、 主要工艺参数的计算(1)确定修边余量该件 h=70mm,h/d=70/50=1
4,查《冲压工艺与模具设计》表 4-10可得 则可得拉深高度 H H=h+=70+3
8mm(2)计算毛坯直径 D由于板厚小于 1mm,故可直接用工件图所示尺寸计算,不必用中线尺寸计