统计过程控制(SPC)案例分析一. 用途1
分析推断生产过程的稳定性,生产过程处于统计控制状态
2.与时发现生产过程中的异常现象和缓慢变异,预防不合格品产生
3.查明生产设备和工艺装备的实际精度,以便作出正确的技术决定
4.为评定产品质量提供依据
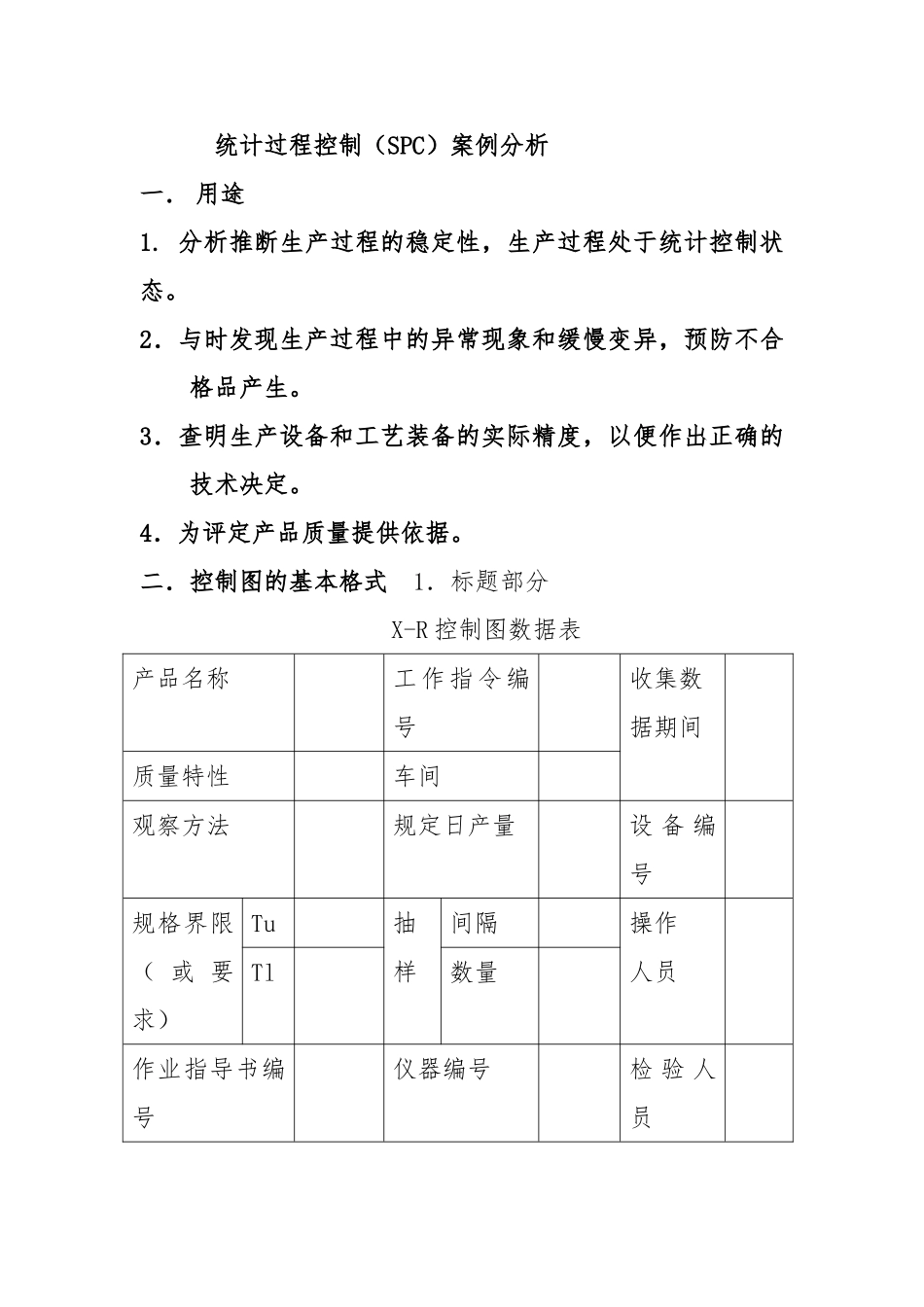
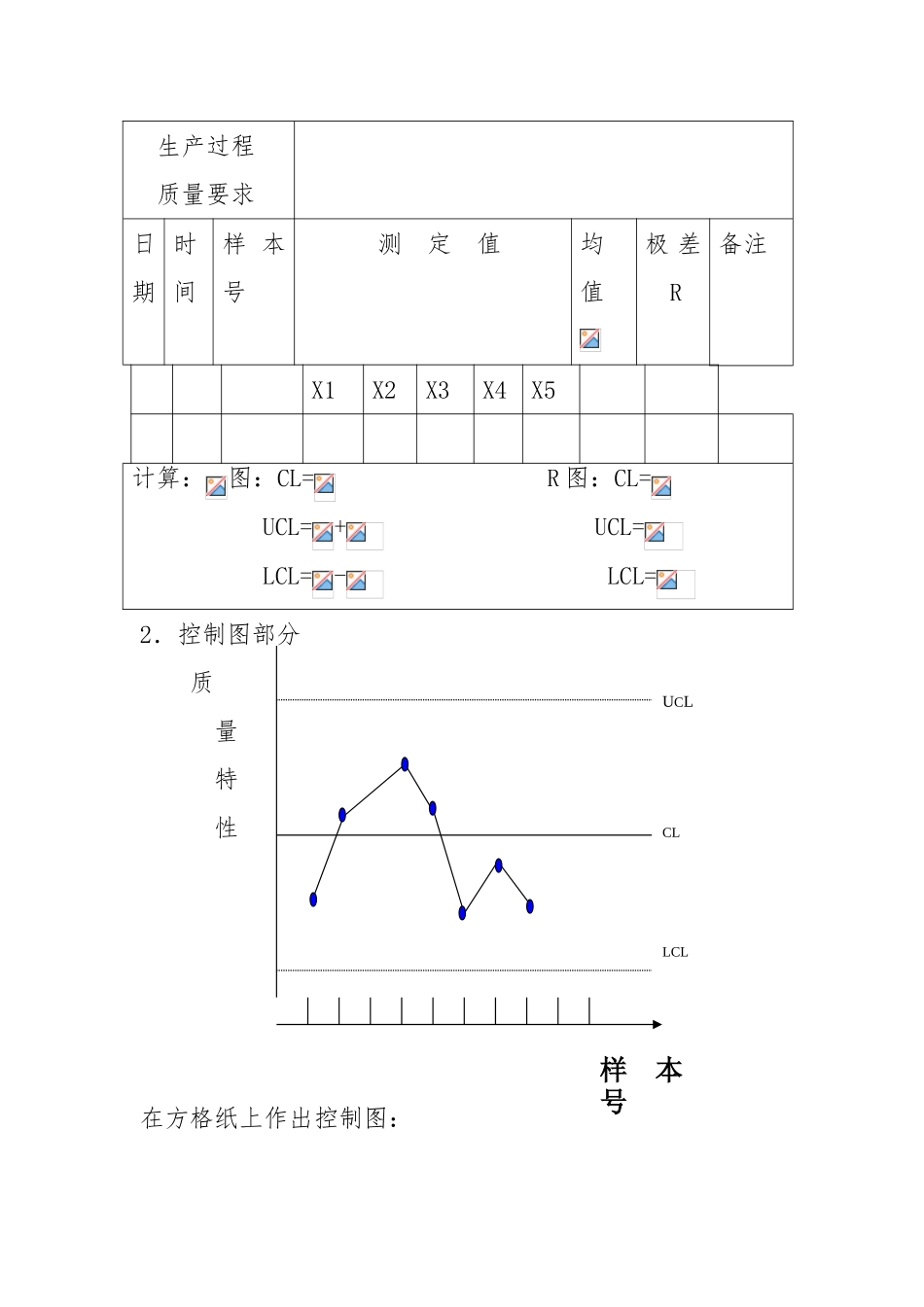
二.控制图的基本格式 1.标题部分X-R 控制图数据表产品名称工作指令编号收集数据期间质量特性车间观察方法规定日产量设 备 编号规格界限( 或 要求)Tu抽样间隔操作人员Tl数量作业指导书编号仪器编号检 验 人员生产过程质量要求日期时间样 本号测 定 值均值极 差R备注X1X2X3X4X5计算:图:CL= R 图:CL=UCL=+ UCL=LCL=- LCL=2.控制图部分 质量特性在方格纸上作出控制图:CLLCLUCL样本号控制图图R 图说明操作人班组长质量工程师横坐标为样本序号,纵坐标为产品质量特性
图上有三条平行线:实线 CL:中心线虚线 UCL:上控制界限线 LCL:下控制界限线
三. 控制图的设计原理1. 正态性假设:绝大多数质量特性值服从或近似服从正态分布
2. 3 准则:99
3. 小概率事件原理:小概率事件一般是不会发生的
4. 反证法思想
四. 控制图的种类1. 按 产 品 质 量 的 特 性 分 ( 1 ) 计 量 值 ()(2)计数值(p,pn,u,c 图)
2. 按控制图的用途分:(1)分析用控制图;(2)控制用控制图
五. 控制图的推断规则1. 分析用控制图:规则 1 判稳准则-----绝大多数点子在控制界限线(3种情况);规则 2 判异准则-----排列无下述现象(8 种情况)
2. 控制用控制图:规则 1 每一个点子均落在控制界限
规则 2 控制界限点子的排列无异常现象
[案例 1] p 控制图某半导体器件厂 2 月份某种产品的数据如下表(2)(3)栏所表示,根据以往记录知,稳态下的平均不合