如何使不良率降低之方法运用讲师:11
不良率改善的目标达成真言:1
1 狩野纪绍品管大师的魅力品质A ) 二项经营战略A-1 对于已有的业务(事业, 制品,服务或制程,过程),必须要【比以往进行更彻底的检讨,追求更加的减肥】2A-2 传统业务必须创造更新的业务,以唤起新的需求
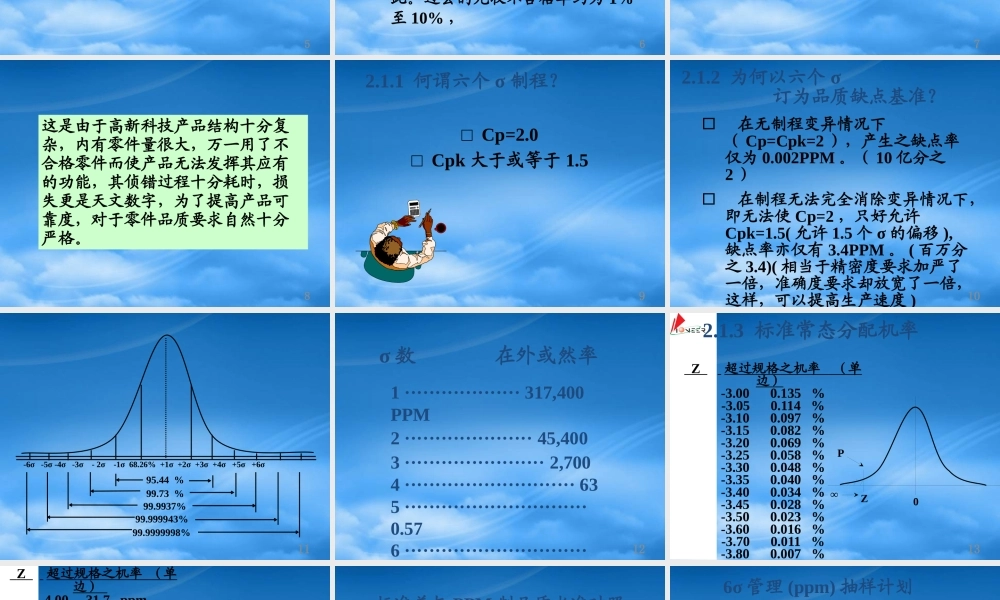
A ) 二项经营战略3又好又快又准又便宜贡献第三代管理 A 公司( 30% 成长)第四代管理 B 公司突破限制的 C 公司狩野的二维魅力品质创意( 40% 成长)B )二维魅力品质;4 A )从被动的顾客满意改变到主动的取悦内外部顾客 B )同时兼顾结果与过程 C )追求卓越的定义(又快、又好、又准、又便宜、利润又高)1
2 21 世纪的品质概念52
从零缺陷管理( 6SIGMA 管理及ppm )来谈不良率改善2
1 6SIGMA 及 ppm 的品质 新理论与新策略 值得注意的是近年来,由于工业技术进步及管理科学的发展,顾客常要求供应商提供近乎零缺点的产品,尤其是微电子工业更是如此
过去的允收不合格率约为 1%至 10% , 6如今则以百万分之一( parts per million , ppm )为单位,常见为0
05% 至 0
005%, 即 500ppm 至50ppm 的水准 , 日本的输出品质水准为 10ppm ,因而抽样计划也重新设计为零允收抽样计划
7这是由于高新科技产品结构十分复杂,内有零件量很大,万一用了不合格零件而使产品无法发挥其应有的功能,其侦错过程十分耗时,损失更是天文数字,为了提高产品可靠度,对于零件品质要求自然十分严格
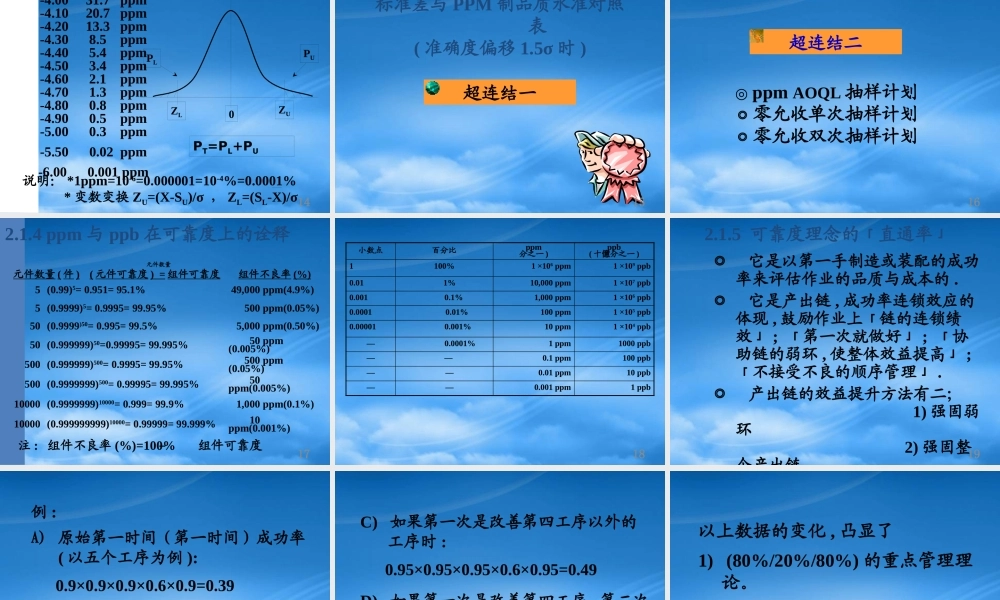
8□ Cp=2
0□ Cpk 大于或等于 1
1 何谓六个 σ 制程
9□ 在无制程变异情况下( Cp=Cpk=2 ),产生之缺点率仅为 0
002PPM
( 10 亿分之2 )□ 在制程无法完全消除变异情况下,即无法使 Cp=2 ,只好允许