船体焊接原则工艺规范范围本规范规定了船体建造过程中船体焊接的焊接前准备、人员、工艺要求、工艺过程和检验
本规范适用于船体建造焊接工艺
编写其他各类焊接工艺文件时,亦可参照使用
规范性引用文件焊缝表面检查要求焊缝返修通用工艺规范船舶建造质量标准建造精度焊接材料保管要求焊接坡口型式焊接前准备3
1原则要求3
1本规范所提供的焊接材料和焊接方法,均应取得国内外船级社认可
2应用 CO2气体保护半自动和自动焊、重力焊、下行焊、垂直气电焊及各类衬垫单面焊双面成型等高效焊接方法,应在产品相关工艺文件和施工图中加以明确
3本规范所提供的船体各种规格的板厚,材料级别以及所应用的焊接方法,焊接材料,焊接接头的坡口型式和尺寸、焊接位置等方面的内容,均应获得船级社认可
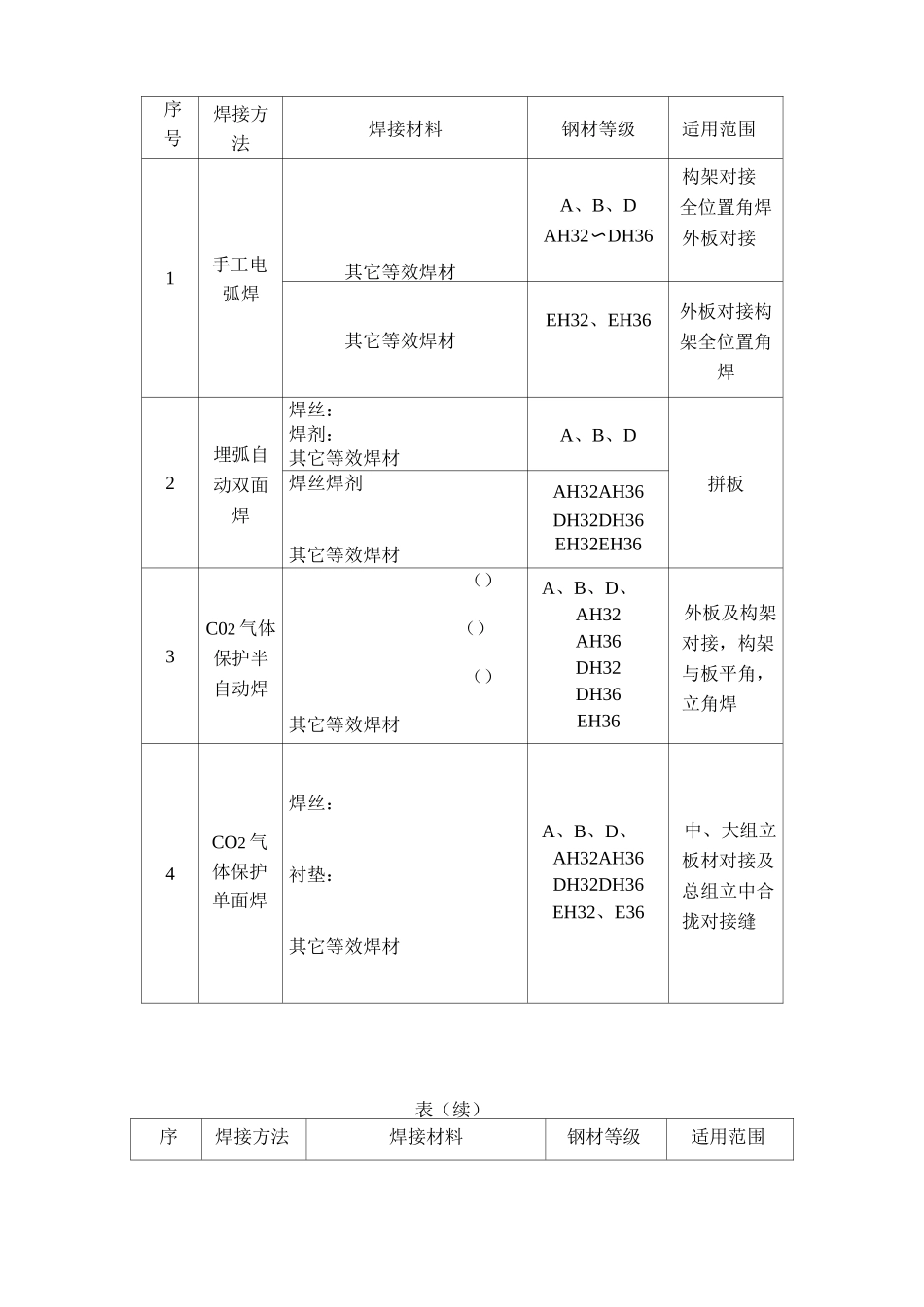
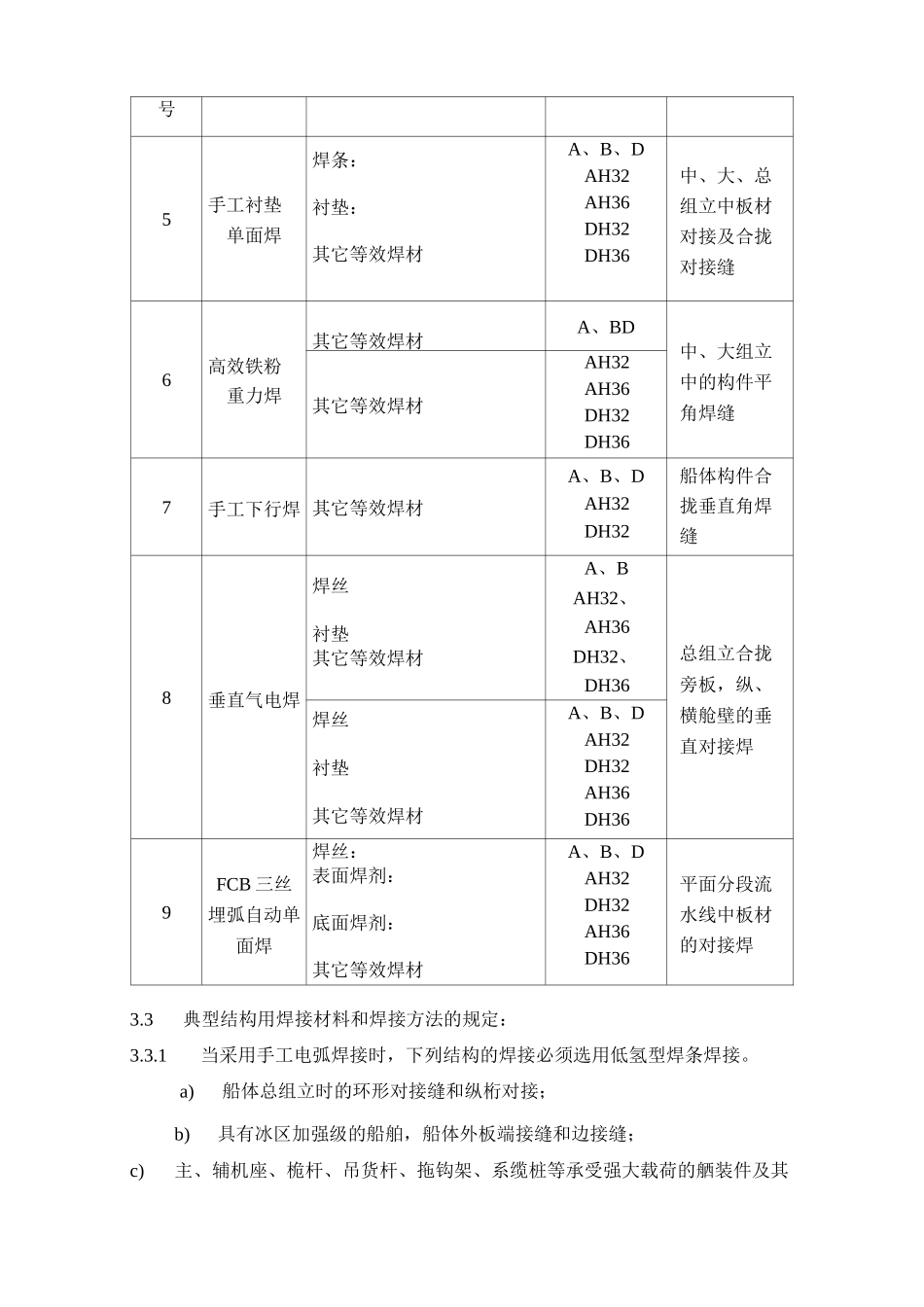
2钢种等级与焊接材料的选配钢种等级与焊接材料的选配,见表 1
表钢材等级与焊接材料的选配序号焊接方法焊接材料钢材等级适用范围1手工电弧焊其它等效焊材A、B、DAH32〜DH36构架对接全位置角焊外板对接其它等效焊材EH32、EH36外板对接构架全位置角焊2埋弧自动双面焊焊丝:焊剂:其它等效焊材A、B、D拼板焊丝焊剂其它等效焊材AH32AH36DH32DH36EH32EH363C02 气体保护半自动焊()()()其它等效焊材A、B、D、AH32AH36DH32DH36EH36外板及构架对接,构架与板平角,立角焊4CO2 气体保护单面焊焊丝:衬垫:其它等效焊材A、B、D、AH32AH36DH32DH36EH32、E36中、大组立板材对接及总组立中合拢对接缝表(续)序焊接方法焊接材料钢材等级适用范围号5手工衬垫单面焊焊条:衬垫:其它等效焊材A、B、DAH32AH36DH32DH36中、大、总组立中板材对接及合拢对接缝6高效铁粉重力焊其它等效焊材A、BD中、大组立中的构件平角焊缝其它等效焊材AH32AH36DH32