ITZL901-2002目次第6部分自制金属材料铸钢TZL901
16-2002自制金属材料一般工程用非合金铸钢
1TZL901
17-2002自制金属材料300〜600MW汽轮机缸体铸件用钢
5TZL901
18-2002自制金属材料合金铸钢
6TZL901
19-2002自制金属材料耐磨铸钢
9TZL901
20-2002自制金属材料高镐铸钢
10TZL901
21-2002自制金属材料不锈、耐酸及耐热铸钢
12TZL901
16-2002自制金属材料一般工程用非合金铸钢1范围本标准规定了一般工程用非合金铸钢件的通用技术条件
但对铸焊结构件,本标准不包括焊接方法和焊接结构的性能
本标准适用于在砂型铸造或导热性与砂型相当铸型铸造的一般工程用非合金铸钢件,对于其它铸型的一般工程用非合金铸钢件,也可参照使用
2规范性引用文件下列文件中的条款通过TZL901
16的本部分的引用而成为本部分的条款
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本部分,然而,鼓励根据本部分达成协议的各方研究是否可使用这些文件的最新版本
凡是不注日期的引用文件,其最新版本适用于本部分
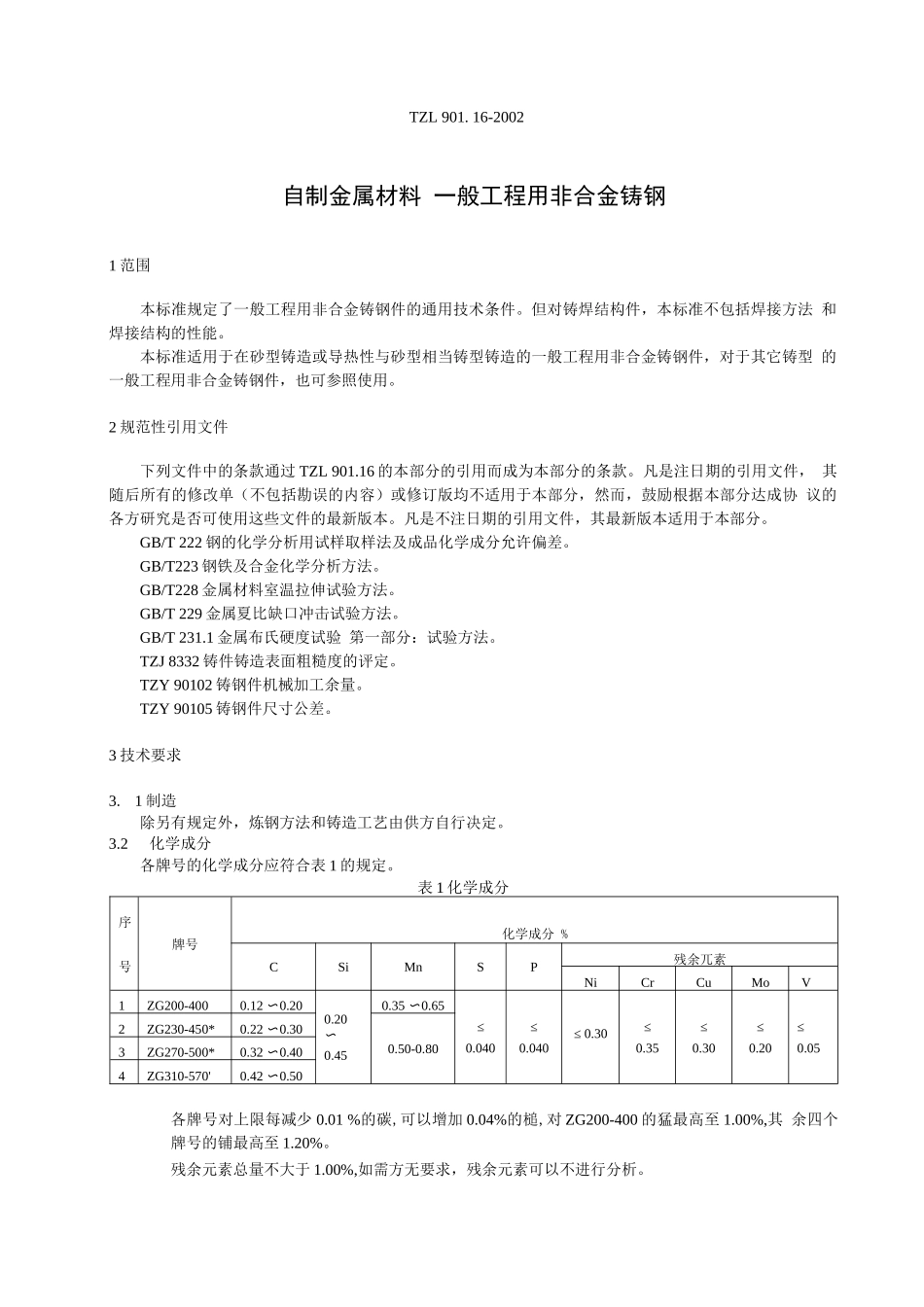
GB/T222钢的化学分析用试样取样法及成品化学成分允许偏差
GB/T223钢铁及合金化学分析方法
GB/T228金属材料室