运用Moldflow解决制品潜流的问题宁波长华汽车装饰件有限公司黄智杰一、引言:本文主要是对汽车顶灯护板上的一个塑料制品(中心控制面板)产生严重的潜流问题进行研究、优化
潜流无论是对制品的外观还是结构性能而言,都将会产生严重的质量问题
通过运用Moldflow3D技术的高仿真性能剖析制品产生潜流的原因,找出应对方案,为企业实际生产提供优化及参考
二、潜流分析概述:此产品要求较高,特别是产品表面不允许有较长较明显的熔接线产生,因此在模具设计的时候以熔接线最短、最不明显为目标
试模之后虽然熔接线可以接受,但发现产品表面产生了严重的潜流问题,客户不能接受
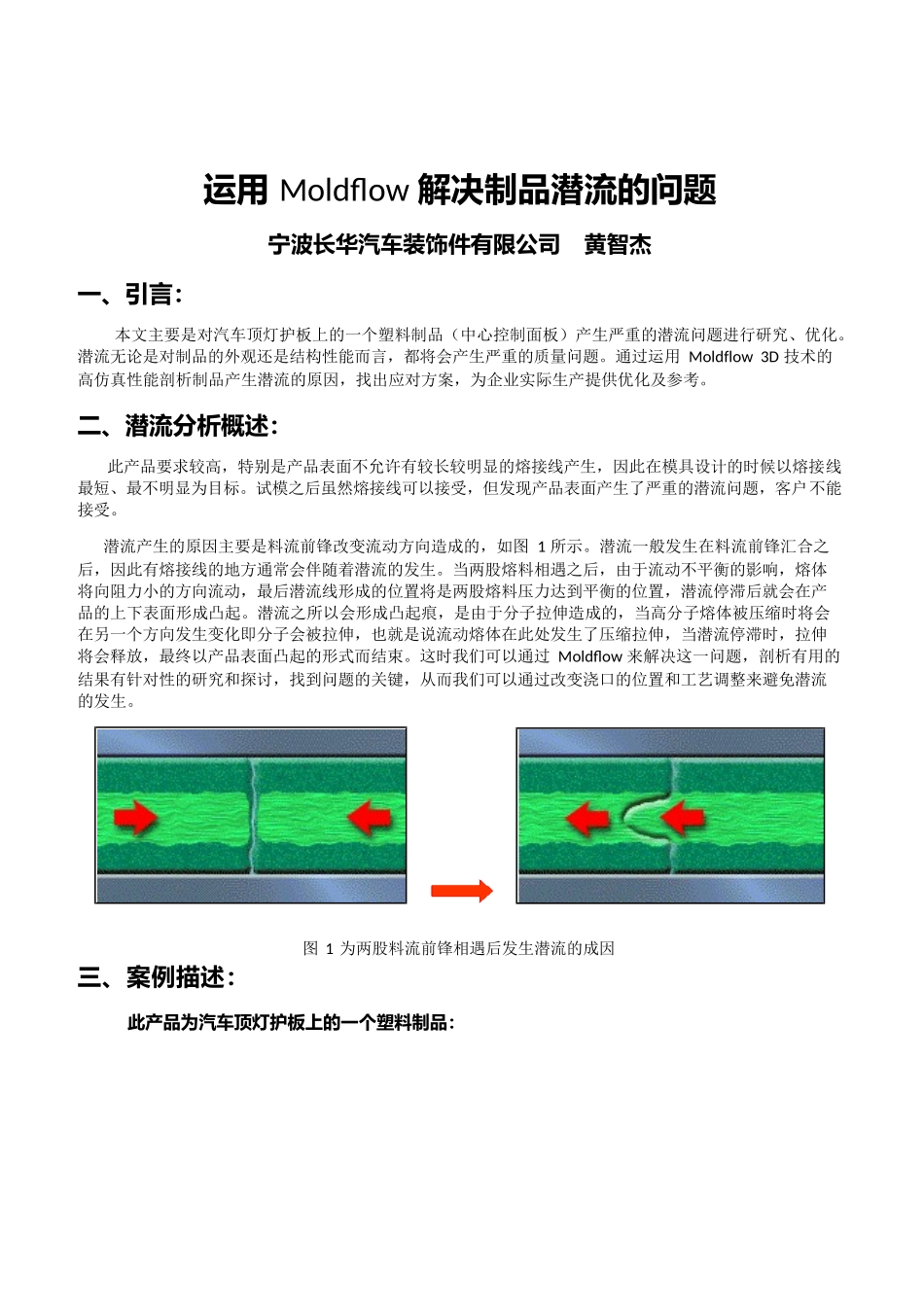
潜流产生的原因主要是料流前锋改变流动方向造成的,如图1所示
潜流一般发生在料流前锋汇合之后,因此有熔接线的地方通常会伴随着潜流的发生
当两股熔料相遇之后,由于流动不平衡的影响,熔体将向阻力小的方向流动,最后潜流线形成的位置将是两股熔料压力达到平衡的位置,潜流停滞后就会在产品的上下表面形成凸起
潜流之所以会形成凸起痕,是由于分子拉伸造成的,当高分子熔体被压缩时将会在另一个方向发生变化即分子会被拉伸,也就是说流动熔体在此处发生了压缩拉伸,当潜流停滞时,拉伸将会释放,最终以产品表面凸起的形式而结束
这时我们可以通过Moldflow来解决这一问题,剖析有用的结果有针对性的研究和探讨,找到问题的关键,从而我们可以通过改变浇口的位置和工艺调整来避免潜流的发生
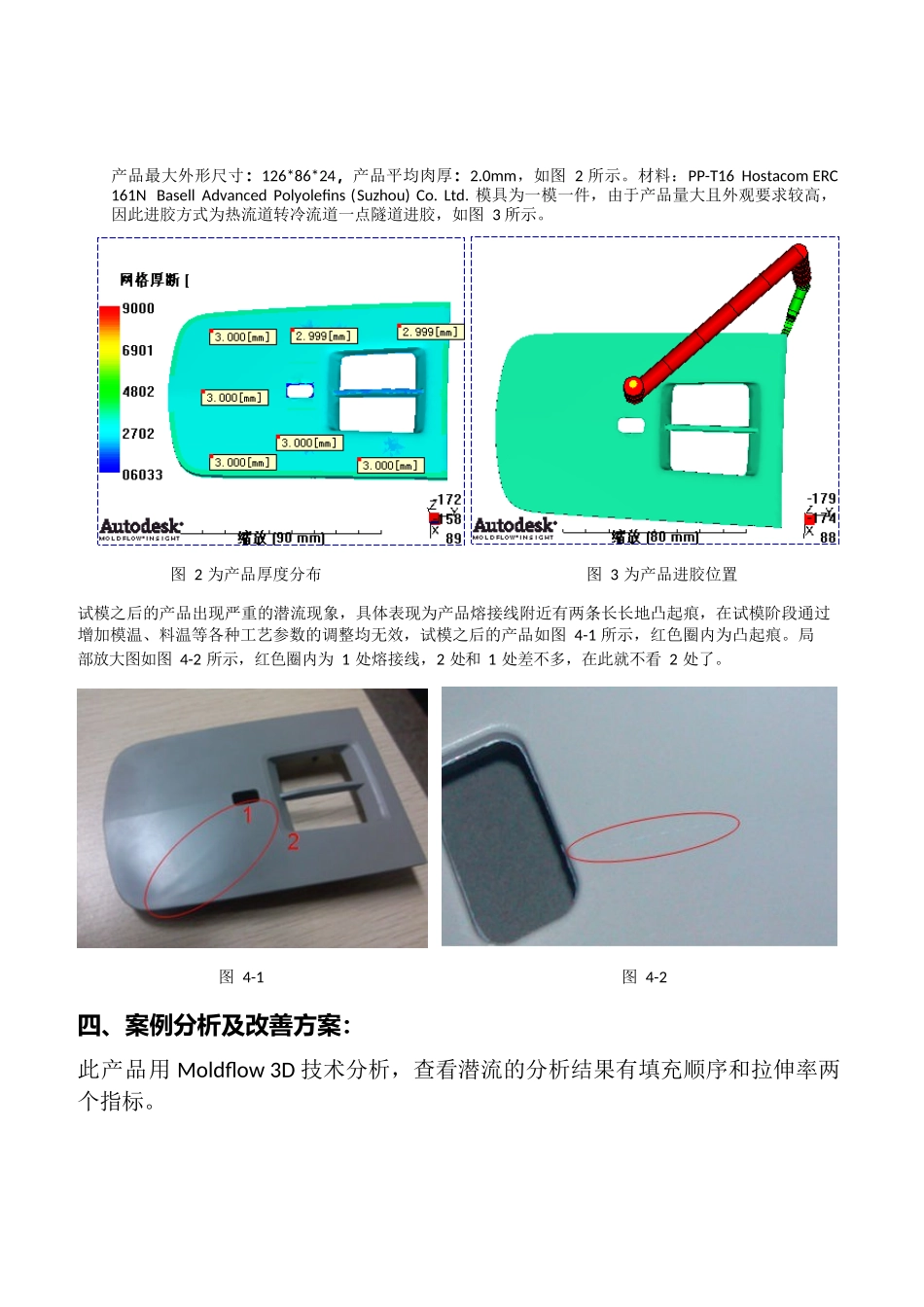
三、案例描述:图1为两股料流前锋相遇后发生潜流的成因此产品为汽车顶灯护板上的一个塑料制品:产品最大外形尺寸:126*86*24,产品平均肉厚:2
0mm,如图2所示
材料:PP-T16HostacomERC161NBasellAdvancedPolyolefins(Suzhou)Co
模具为一模一件,由于产品量大且外观要求较高,因此进胶方式为热流道转冷流道一点隧道进胶,如图3所