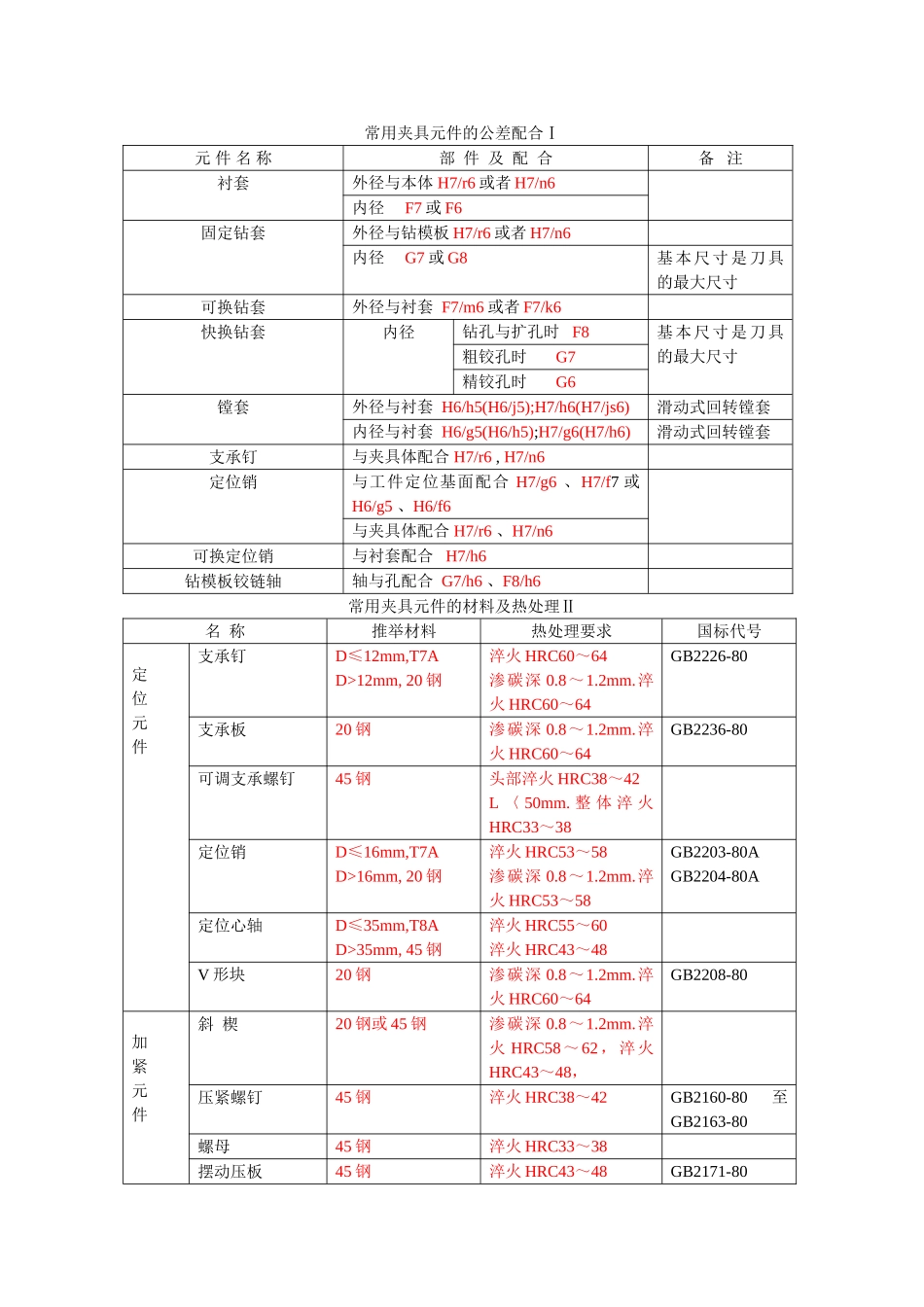
常用夹具元件的公差配合Ⅰ元 件 名 称部 件 及 配 合备 注衬套外径与本体 H7/r6 或者 H7/n6内径 F7 或 F6固定钻套外径与钻模板 H7/r6 或者 H7/n6内径 G7 或 G8基本尺寸是刀具的最大尺寸可换钻套外径与衬套 F7/m6 或者 F7/k6快换钻套内径钻孔与扩孔时 F8基本尺寸是刀具的最大尺寸粗铰孔时 G7精铰孔时 G6镗套外径与衬套 H6/h5(H6/j5);H7/h6(H7/js6)滑动式回转镗套内径与衬套 H6/g5(H6/h5);H7/g6(H7/h6)滑动式回转镗套支承钉与夹具体配合 H7/r6 , H7/n6定位销与工件定位基面配合 H7/g6 、H7/f7 或H6/g5 、H6/f6与夹具体配合 H7/r6 、H7/n6可换定位销与衬套配合 H7/h6钻模板铰链轴轴与孔配合 G7/h6 、F8/h6常用夹具元件的材料及热处理Ⅱ名 称推举材料热处理要求国标代号定位元件支承钉D≤12mm,T7AD>12mm, 20 钢淬火 HRC60~64渗碳深 0
淬火 HRC60~64GB2226-80支承板20 钢渗碳深 0
淬火 HRC60~64GB2236-80可调支承螺钉45 钢头部淬火 HRC38~42L 〈 50mm
整 体 淬 火HRC33~38定位销D≤16mm,T7AD>16mm, 20 钢淬火 HRC53~58渗碳深 0
淬火 HRC53~58GB2203-80AGB2204-80A定位心轴D≤35mm,T8AD>35mm, 45 钢淬火 HRC55~60淬火 HRC43~48V 形块20 钢渗碳深 0
淬火 HRC60~64GB2208-80加紧元件斜 楔20 钢或 45 钢渗碳深 0
淬火 HRC58~62,淬火HRC43~48,压紧螺钉45