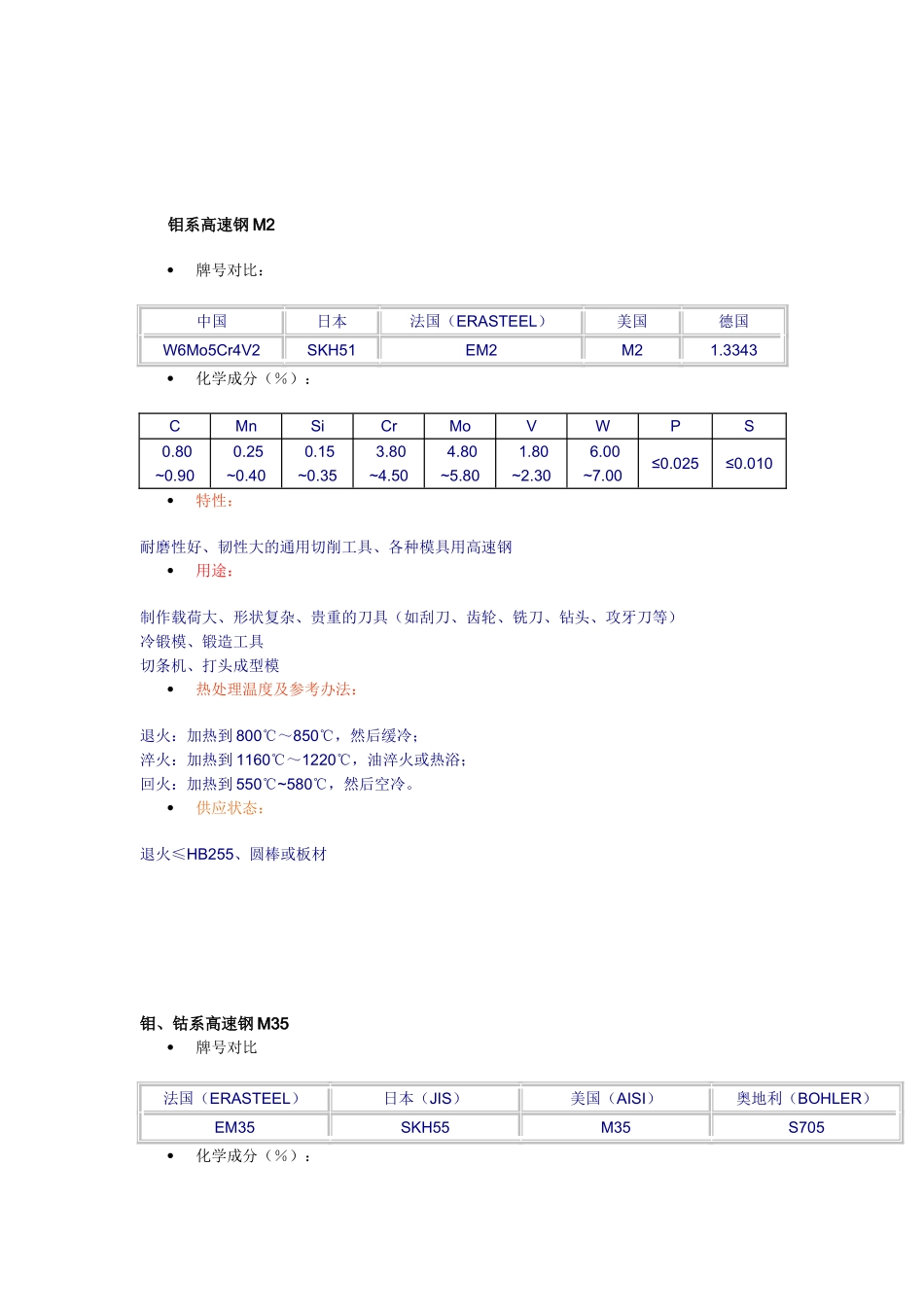
钼系高速钢 M2牌号对比:中国日本法国(ERASTEEL)美国德国W6Mo5Cr4V2SKH51EM2M21
3343化学成分(%):CMnSiCrMoVWPS 0
010特性:耐磨性好、韧性大的通用切削工具、各种模具用高速钢用途:制作载荷大、形状复杂、贵重的刀具(如刮刀、齿轮、铣刀、钻头、攻牙刀等)冷锻模、锻造工具切条机、打头成型模热处理温度及参考办法:退火:加热到 800℃~850℃,然后缓冷;淬火:加热到 1160℃~1220℃,油淬火或热浴;回火:加热到 550℃~580℃,然后空冷
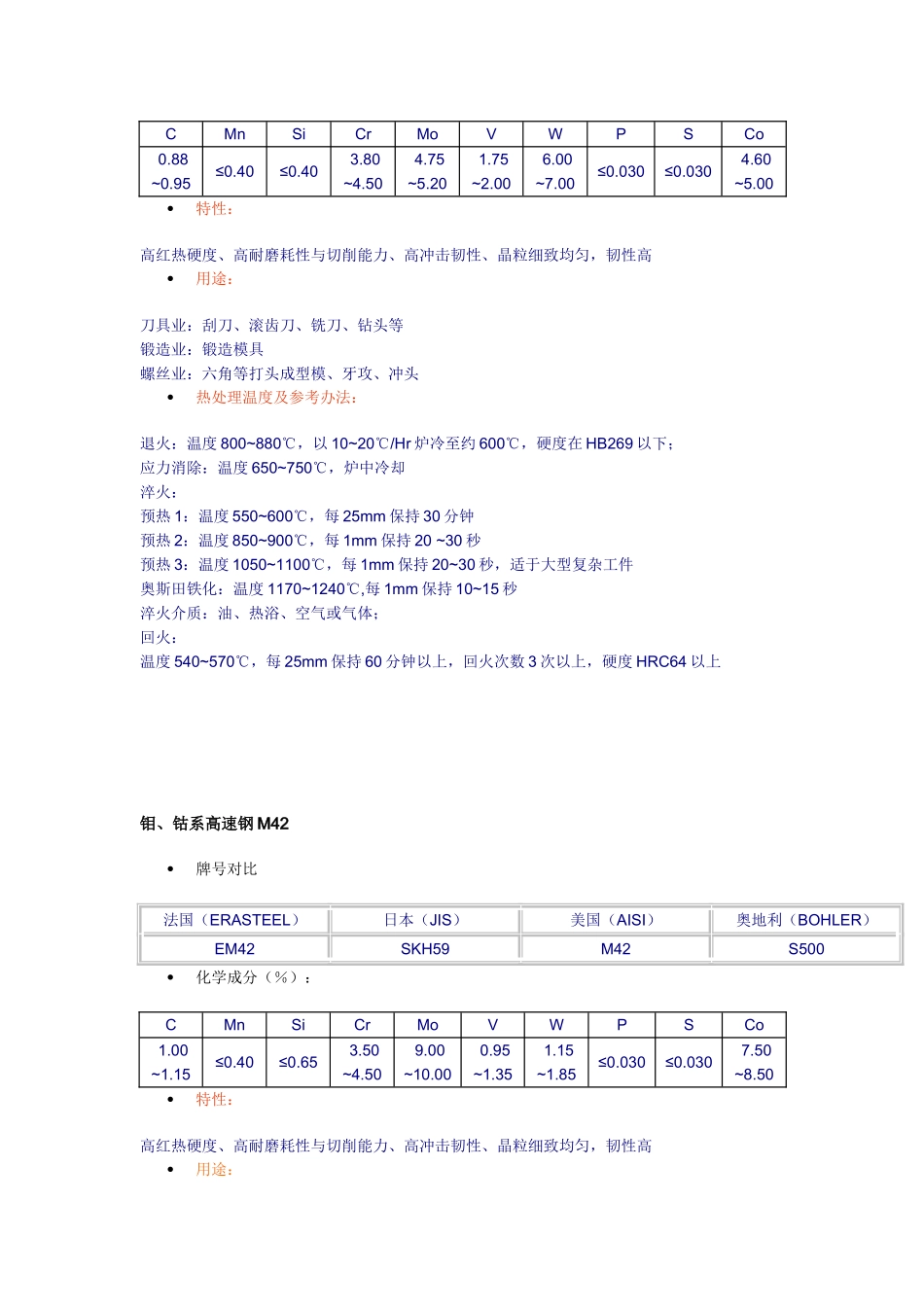
供应状态:退火≤HB255、圆棒或板材钼、钴系高速钢 M35牌号对比法国(ERASTEEL)日本(JIS)美国(AISI)奥地利(BOHLER)EM35SKH55M35S705化学成分(%):CMnSiCrMoVWPSCo 0
00特性:高红热硬度、高耐磨耗性与切削能力、高冲击韧性、晶粒细致均匀,韧性高用途:刀具业:刮刀、滚齿刀、铣刀、钻头等锻造业:锻造模具螺丝业:六角等打头成型模、牙攻、冲头热处理温度及参考办法:退火:温度 800~880℃,以 10~20℃/Hr 炉冷至约 600℃,硬度在 HB269 以下;应力消除:温度 650~750℃,炉中冷却淬火:预热 1:温度 550~600℃,每 25mm 保持 30 分钟预热 2:温度 850~900℃,每 1mm 保持 20 ~30 秒预热 3:温度 1050~1100℃,每 1mm 保持 20~30 秒,适于