1、 目的为了明确规定承压件和压力控制件用锻钢件(含轧材)的化学成份、性能、熔炼、锻造、热处理及试验等内容,特制订本法律规范
2、适用范围本法律规范适用于供应商对承压件和压力控制件用锻钢件(含轧材,以下简称锻钢件)的生产、采购
3、引用标准 API SPEC 6A 井口装置和采油树设备法律规范ASTM A370 钢制品力学实验的标准试样方法和定义4 、总则锻钢件应符合本法律规范要求并根据经规定程序批准的技术文件和图样制造
5、化学成份5
1 锻钢件用钢的化学成份应以抽样分析结果为依据
2 锻钢件材料化学成份极限应不超过表 1、表 2 规定
3 锻钢件各元素的最大偏差应符合表 3 规定
4 常用锻钢件化学成份及允差应符合附录 A 或附录 B 的要求
注:附录 A 给出了我国材料的化学成份及允差,附录 B 给出了相对应的美国材料的化学成份及允差,如用户要求,按用户要求选择,如用户无要求,则按附录 A 执行
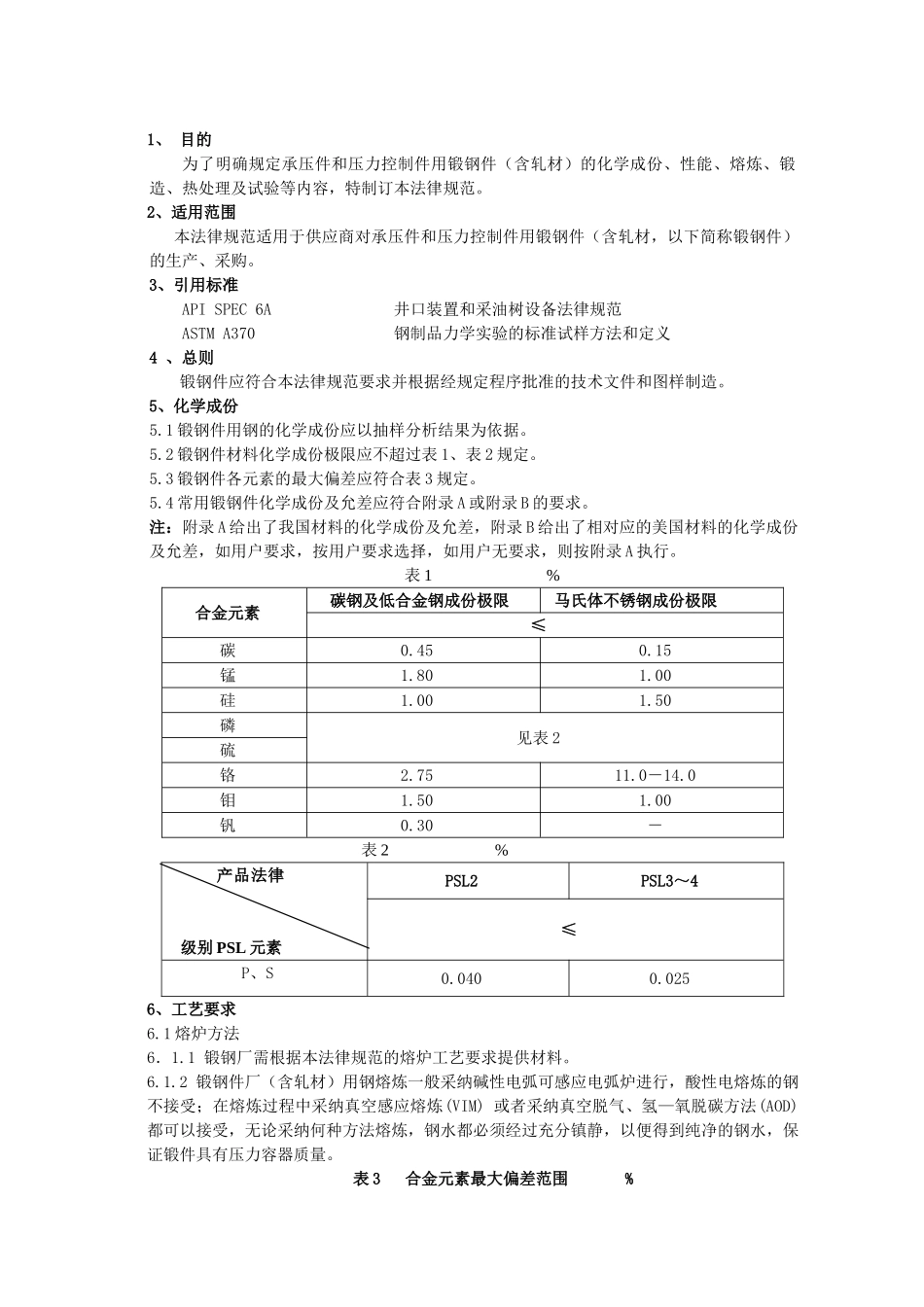
表 1 %合金元素碳钢及低合金钢成份极限马氏体不锈钢成份极限 ≤碳0
50磷见表 2硫铬2
30- 表 2 % 产品法律级别 PSL 元素PSL2PSL3~4≤P、S0
0256、工艺要求6
1 熔炉方法6.1
1 锻钢厂需根据本法律规范的熔炉工艺要求提供材料
2 锻钢件厂(含轧材)用钢熔炼一般采纳碱性电弧可感应电弧炉进行,酸性电熔炼的钢不接受;在熔炼过程中采纳真空感应熔炼(VIM) 或者采纳真空脱气、氢—氧脱碳方法(AOD)都可以接受,无论采纳何种方法熔炼,钢水都必须经过充分镇静,以便得到纯净的钢水,保证锻件具有压力容器质量
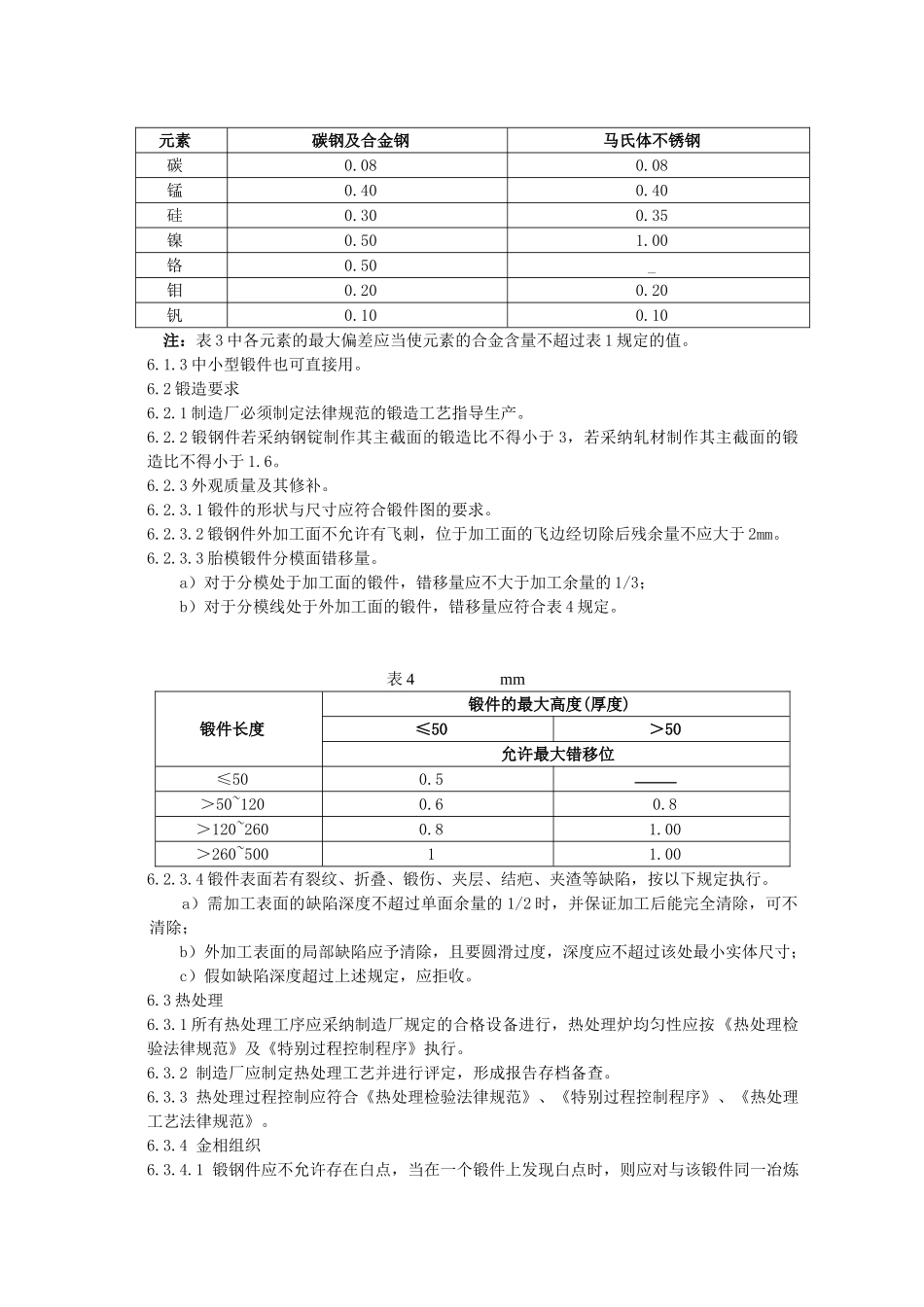
表 3 合金元素最大偏差范围 %元素碳钢及合金钢马氏体不锈钢碳0