汽车轮胎组装电控系统的设计【摘要】:千里之行始于足下,作为汽车行驶的四只脚,汽车轮胎的重要性不言而喻
轮胎性能的优劣直接影响到车辆的性能,因而轮胎组装系统是关系到轮胎产品质量的关键工艺装备
随着工控技术的进展,越来越多的人机界面(HMI)产品被应用到工业生产控制中,实现了可编程序控制器(PLC)的人机交互问题
本文先是深化浅出的介绍了西门子 PLC 以及 HMI 的基础知识,然后融会贯穿,利用触摸屏控制技术设计了轮胎组装电气控制系统,省时省力、操作简单、安全可靠,符合汽车行业的进展趋势
本设计在 HMI 组态软件 WinCC flexible 里制作控制系统界面,在西门子 S7-300PLC 编程软件 STEP7 里进行编程与仿真,通过现场总线将触摸屏与 PLC 进行连接,在触摸屏上对轮胎组装的部分主要动作进行控制与监控
基本达到了实时性、逼真性和可操作性的要求
【关键词】:PLC;人机界面;触摸屏;WinCC flexible 软件1
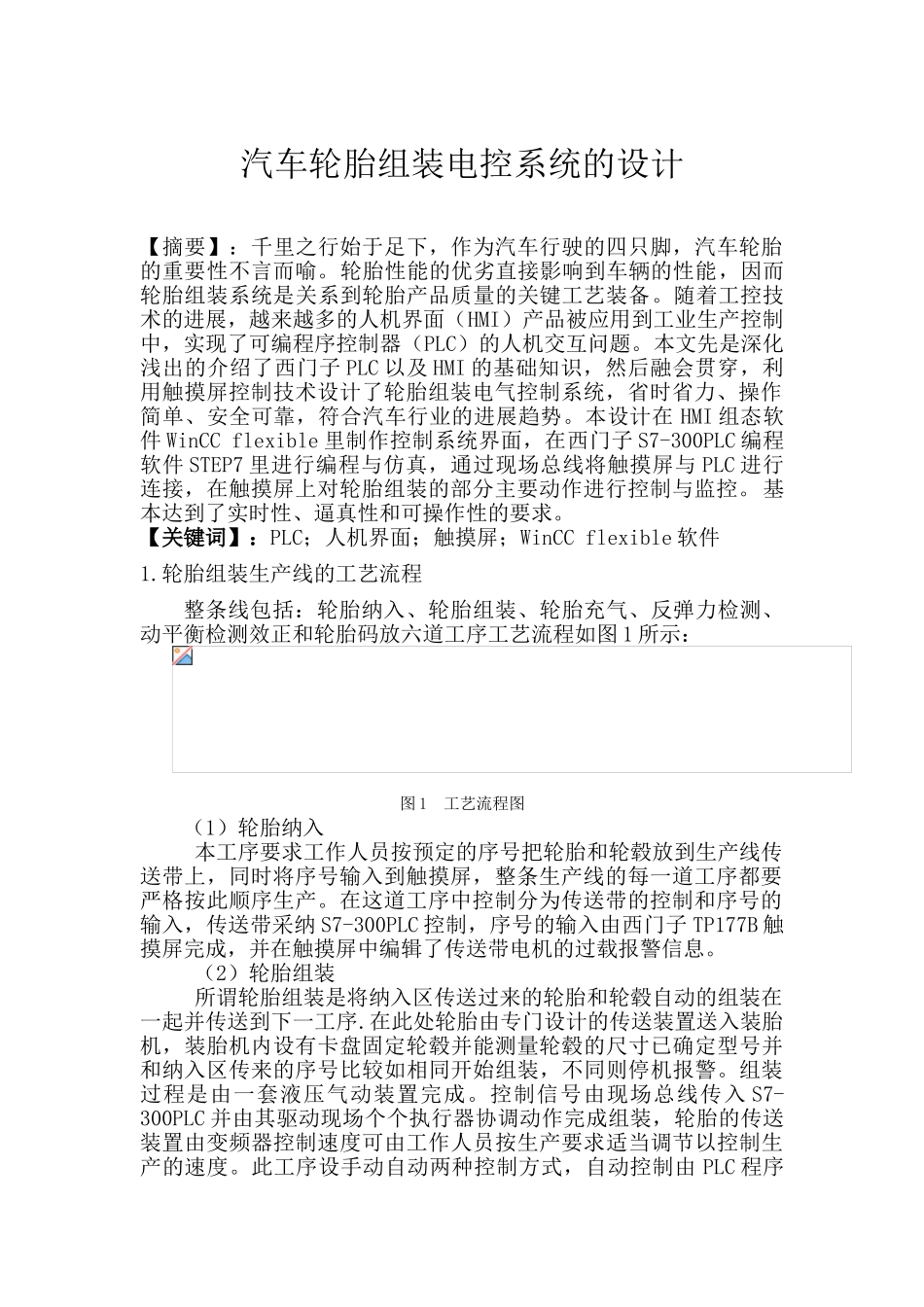
轮胎组装生产线的工艺流程整条线包括:轮胎纳入、轮胎组装、轮胎充气、反弹力检测、动平衡检测效正和轮胎码放六道工序工艺流程如图 1 所示:图 1 工艺流程图(1)轮胎纳入本工序要求工作人员按预定的序号把轮胎和轮毂放到生产线传送带上,同时将序号输入到触摸屏,整条生产线的每一道工序都要严格按此顺序生产
在这道工序中控制分为传送带的控制和序号的输入,传送带采纳 S7-300PLC 控制,序号的输入由西门子 TP177B 触摸屏完成,并在触摸屏中编辑了传送带电机的过载报警信息
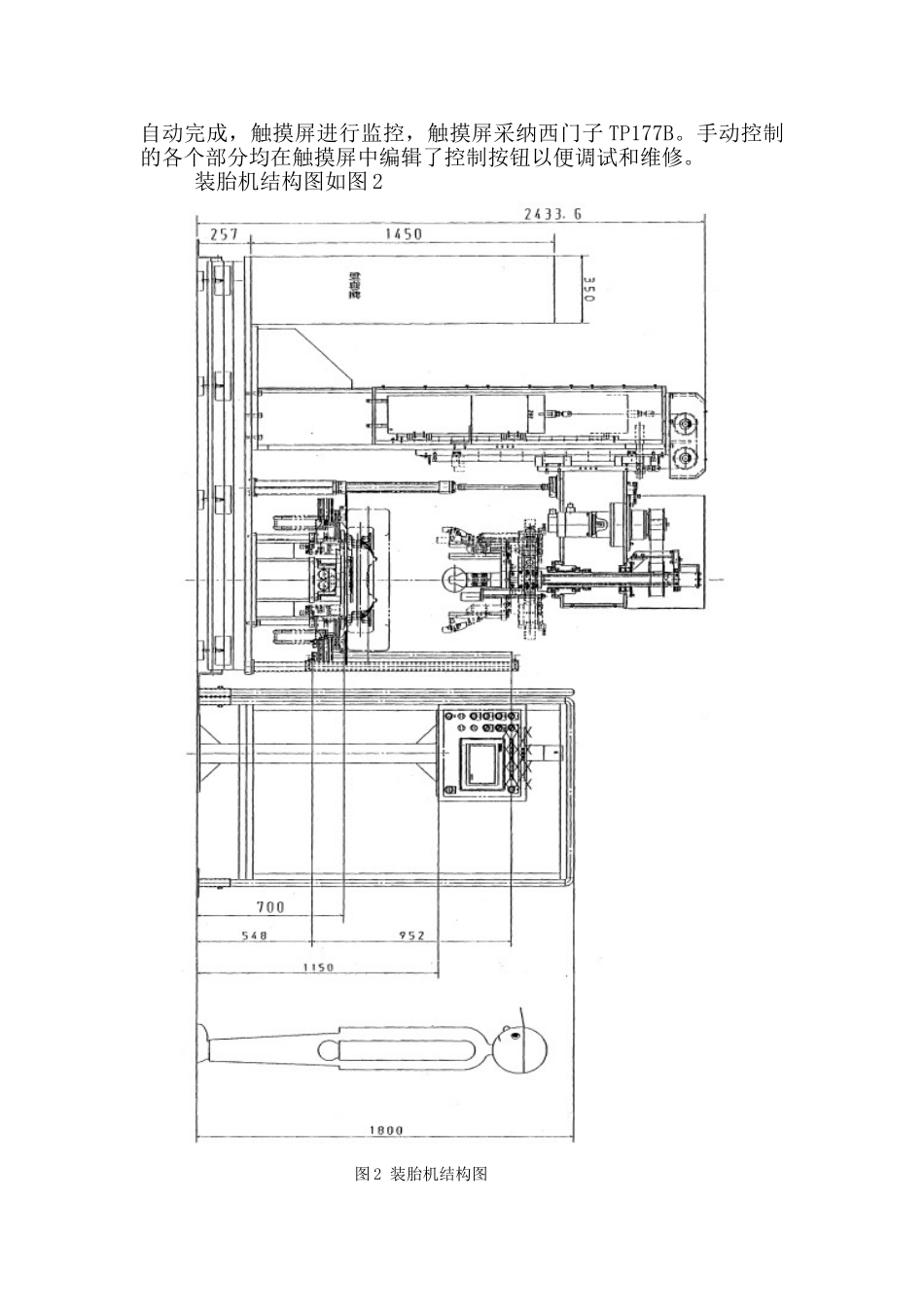
(2)轮胎组装所谓轮胎组装是将纳入区传送过来的轮胎和轮毂自动的组装在一起并传送到下一工序
在此处轮胎由专门设计的传送装置送入装胎机,装胎机内设有卡盘固定轮毂并能测量轮毂的尺寸已确定型号并和纳入区传来的序号比较如相同开始组装,不同则停机报警
组装过程是由一套液压气动装置完成