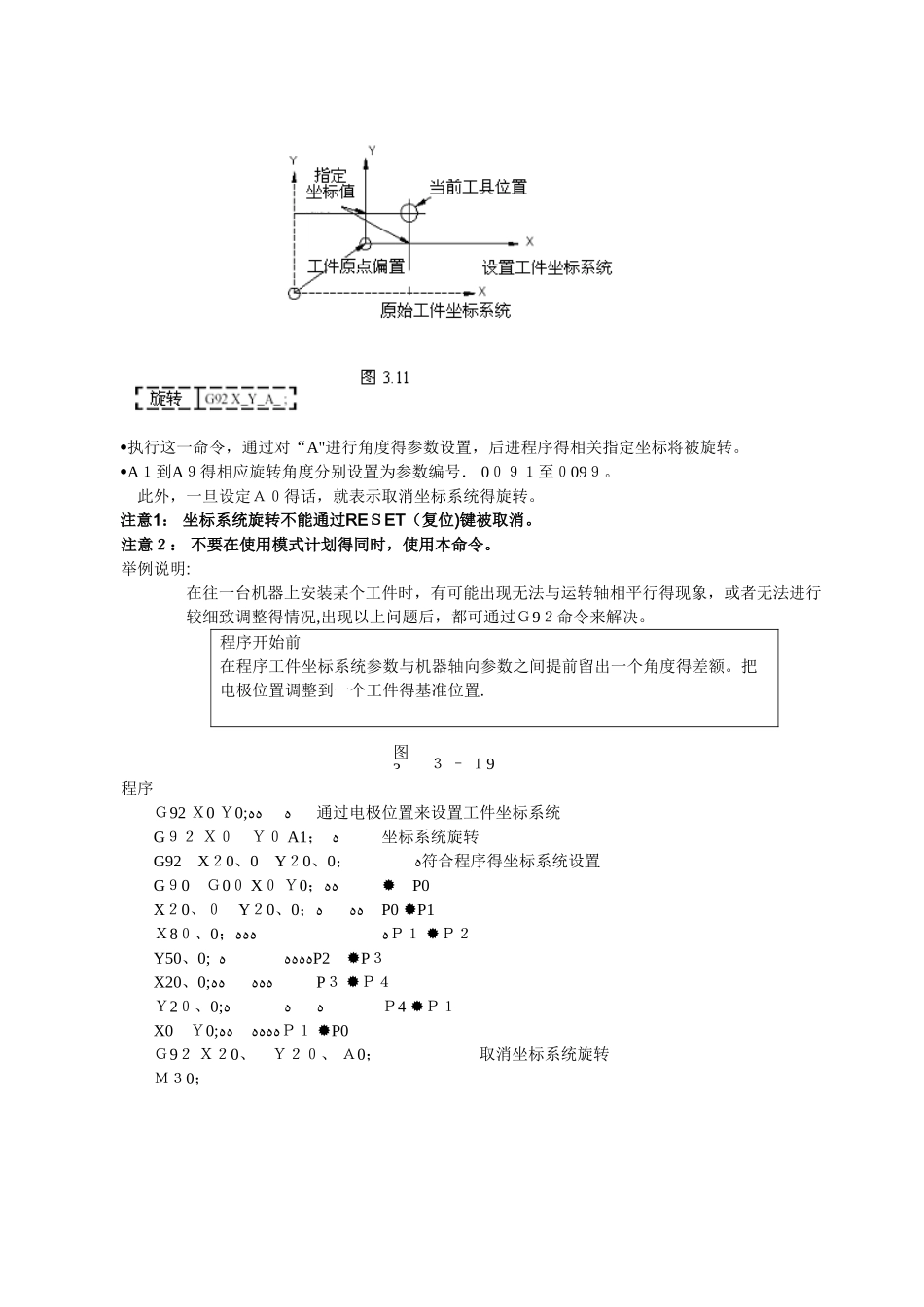
执行这一命令,通过对“A"进行角度得参数设置,后进程序得相关指定坐标将被旋转
A1到A9得相应旋转角度分别设置为参数编号. 0091至0099
此外,一旦设定A0得话,就表示取消坐标系统得旋转
注意1: 坐标系统旋转不能通过RESET(复位)键被取消
注意2: 不要在使用模式计划得同时,使用本命令
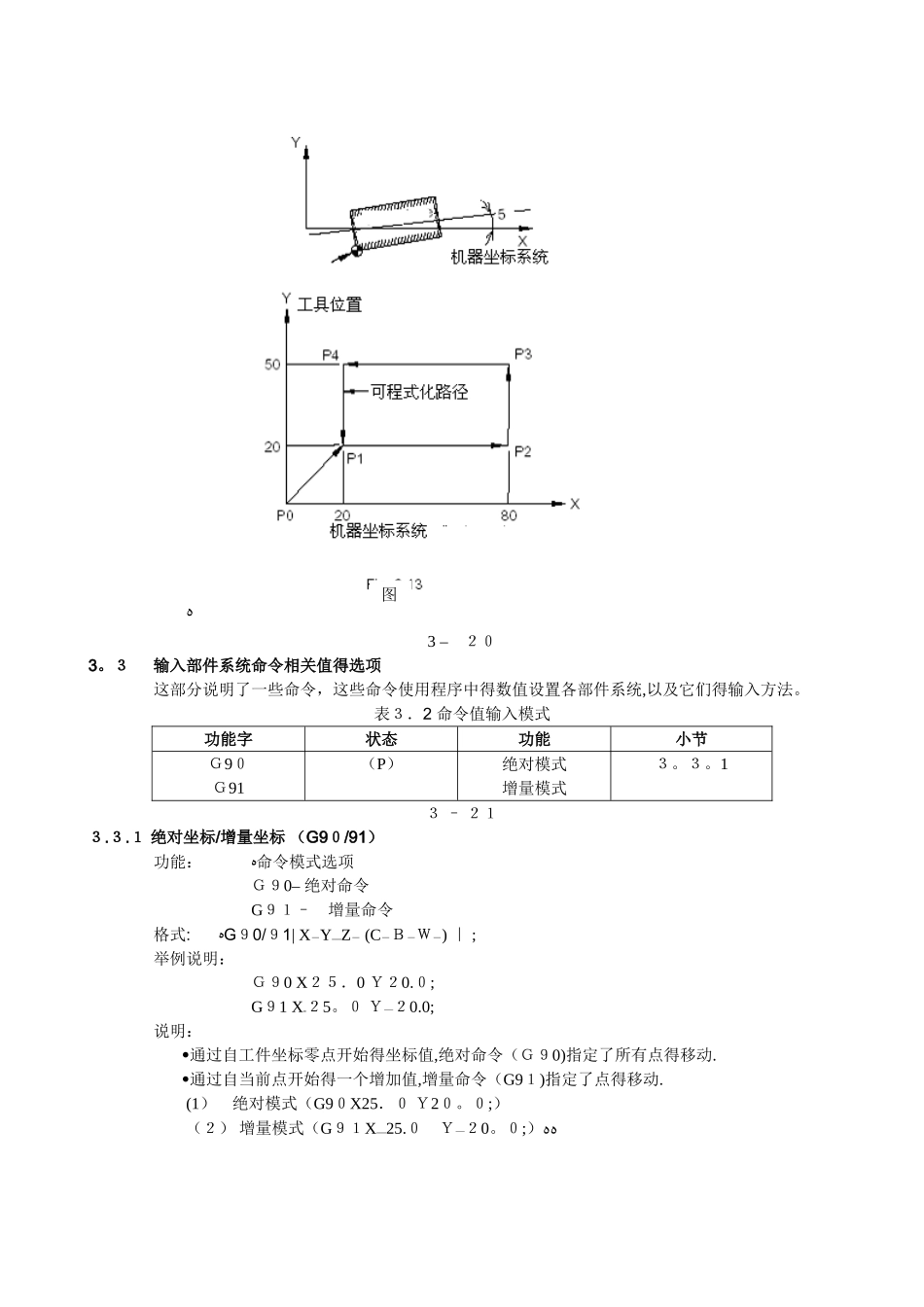
举例说明:在往一台机器上安装某个工件时,有可能出现无法与运转轴相平行得现象,或者无法进行较细致调整得情况,出现以上问题后,都可通过G92命令来解决
程序开始前在程序工件坐标系统参数与机器轴向参数之间提前留出一个角度得差额
把电极位置调整到一个工件得基准位置
3 – 19程序G92 X0 Y0;ﻩﻩﻩ通过电极位置来设置工件坐标系统G92 X0 Y0 A1; ﻩ坐标系统旋转G92 X20、0 Y20、0;ﻩ符合程序得坐标系统设置G90 G00 X0 Y0;ﻩﻩP 0X20、0 Y20、0;ﻩﻩﻩP0 P1X80、0;ﻩﻩﻩﻩP1 P2Y50、0;ﻩﻩﻩﻩﻩP2 P3X20、0;ﻩﻩﻩﻩﻩP3 P4Y20、0;ﻩﻩﻩP4 P1X0 Y0;ﻩﻩﻩﻩﻩﻩP1 P0G92 X20、 Y20、 A0;取消坐标系统旋转M30;图3ﻩ3 – 203
3 输入部件系统命令相关值得选项这部分说明了一些命令,这些命令使用程序中得数值设置各部件系统,以及它们得输入方法
表3.2 命令值输入模式功能字状态功能小节G90G91(P)绝对模式增量模式3
13 – 213
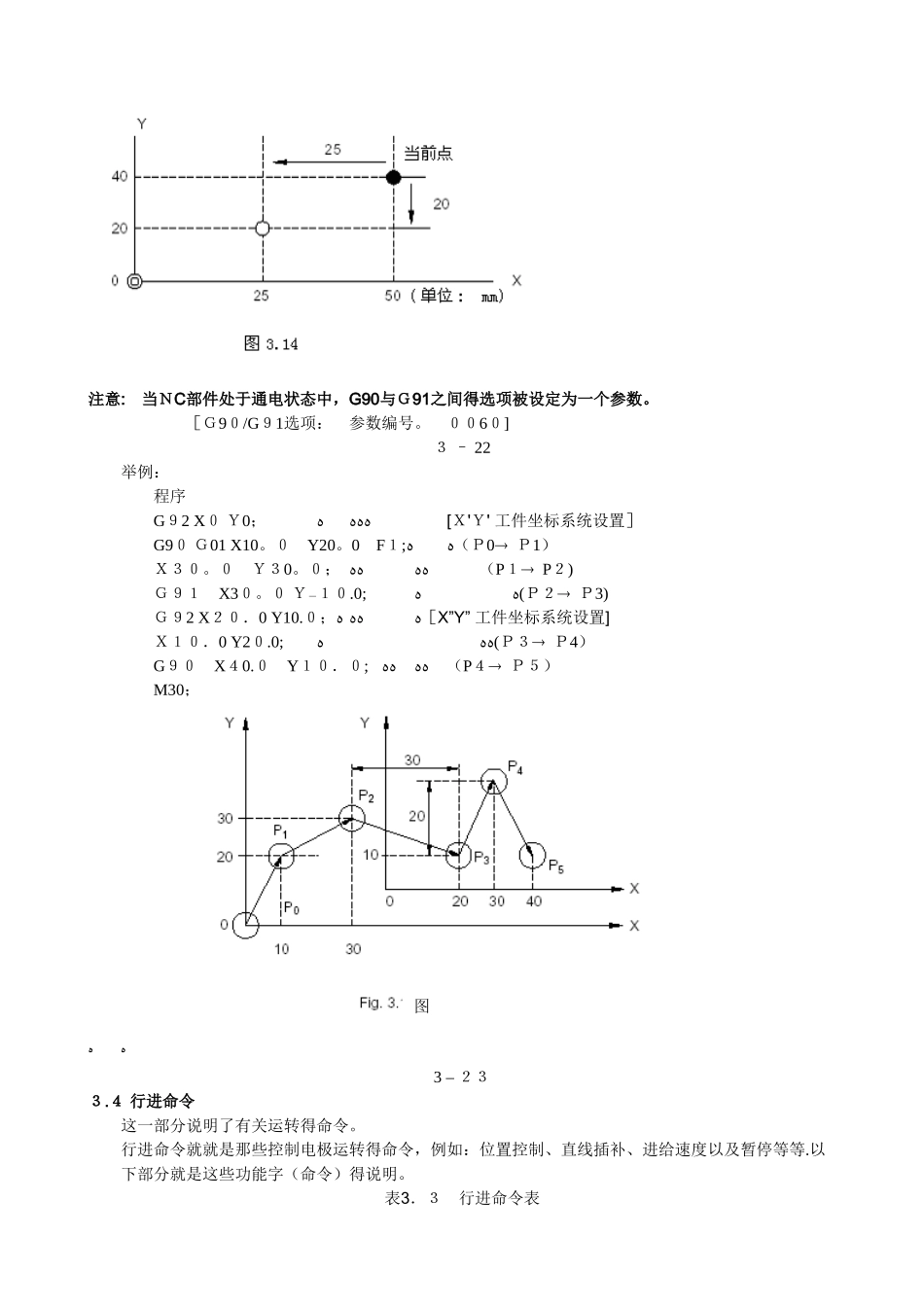
1 绝对坐标/增量坐标 (G90/91)功能: ﻩ命令模式选项G90– 绝对命令G91– 增量命令格式: ﻩG90/91| X-Y—Z- (C-B-W-) | ;举例说明:G90 X25.0 Y20
0;G91 X-25
0 Y—20
0;说明:通过自工件坐标零点开始得坐标值,绝对命令(G90)指定了所有点得移动