铆焊工工时考核实施细则为了配合铆焊工工时工资改革得顺利实施,做到提高效率、提高质量与提升企业管理水平同步进行,特制定如下细则:1、本次工时考核由车间焊工班开始试行
2、考虑到产品质量、原料供应与改革得难度等各项因素,铆工班与卷板板同时试行新得薪酬制度,但暂不考核工时,只就是以焊工班得绩效工资为参照,根据一定得系数进行分配
此两个班组成员分别制定绩效工资系数,见附表 2,再以车间焊工班绩效工资平均值为基数,算出焊工班绩效工资日基数,用公式表示为:绩效工资日基数=∑Mn/∑Tn
注:M:焊工个人计时计件工资;n: 焊工人数;T:焊工个人出勤天数;再分别按铆工班与卷板班员工本人当月实际出勤天数来乘以相应得系数,并结合员工当月产品质量状况、安全文明生产等情况来确定每个员工得实际绩效工资
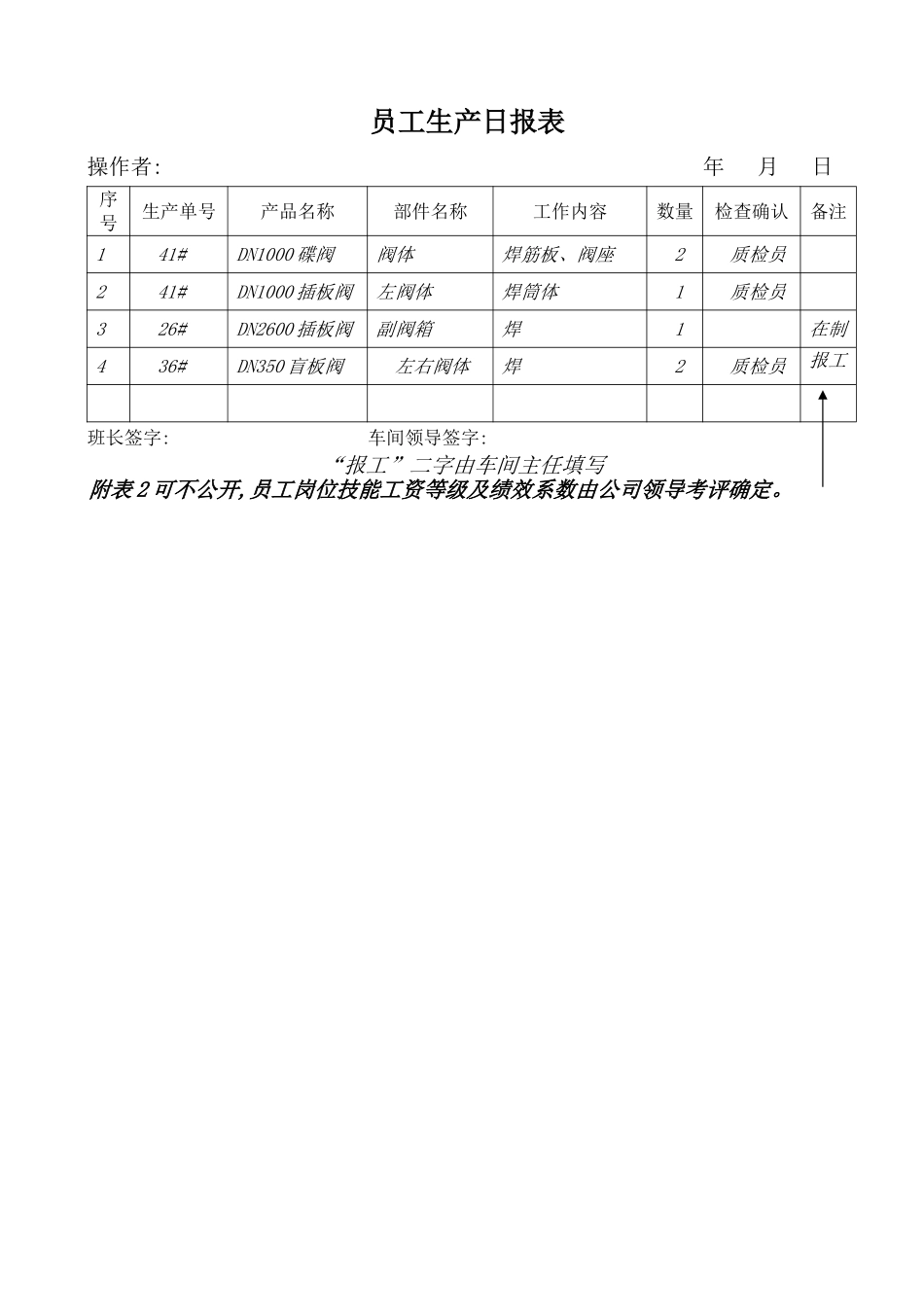
铆工班与卷板班员工得绩效工资,用公式表示为:员工个人绩效工资=车间焊工绩效工资日基数×个人绩效系数×个人出勤天数3、员工每日填写《生产日报表》并于次日早由班组统一上报车间,不按期上报《生产日报表》,每次罚款 10 元,每月最多 100 元
4、为方便工时统计,员工焊接产品要按整台套焊接,部件整体完成时方予核算工时
5、方法兰与圆法兰工时单独计算,蝶阀止口面堆焊工时单独计算;6、所有产品部件必须做好标识工作,喷漆或加工后失去标识得,由喷漆或加工操作者负责转化产品标识,因标识未转化而造成无法判定焊接责任者得,造成得损失由相应工序操作者负责
7、为确保产品质量,提高整体工作效率,焊工操作者要对自己得产品质量负责,负责对立车加工时得缺陷进行补焊,负责对装配打压时得漏点进行补焊,负责对自身焊缝不饱满处进行补焊,不另计工时
8、由于焊接缺陷,焊工操作者到立车或装配等工序补焊,造成其它工序耽搁,扣除焊工工时给予其它工序操作者工时补贴,工时补贴由车间主任签字生效
相应,其她工序如有类似情况,同样给予受损方工时补贴,