全自动模切机标准化作业规程1
适用范围适用于卡纸及细瓦楞产品等自动模切生产2
选用材料卡纸(纸板)、细瓦楞产品
选用设备BOBST- -102E 全自动模切机4
1 上班准备4
1 对设备进行加油及清洁保养、检查机器各部分润滑是否完好
2 开机前确认机器完好无损、无隐患;输送皮带上压轮螺丝固定完好
3 开机空机运转 5 分钟,听机器是否有异常
当机器正常后对相应产品进行调试,较板并开始生产
4 仔细阅读施工单,明确工艺要求,机长按排助手做好生产前的物料准备工作
2 生产作业准备4
1 按作业单要求领取模切刀版,校对刀模版与印件是否相符4
2 安装刀板:a
装刀版前清洁刀版背面,确认无异物;b
装刀版,咬口位置朝收纸方向,旋紧固定刀版螺丝,打定位孔,背面螺丝加固刀模
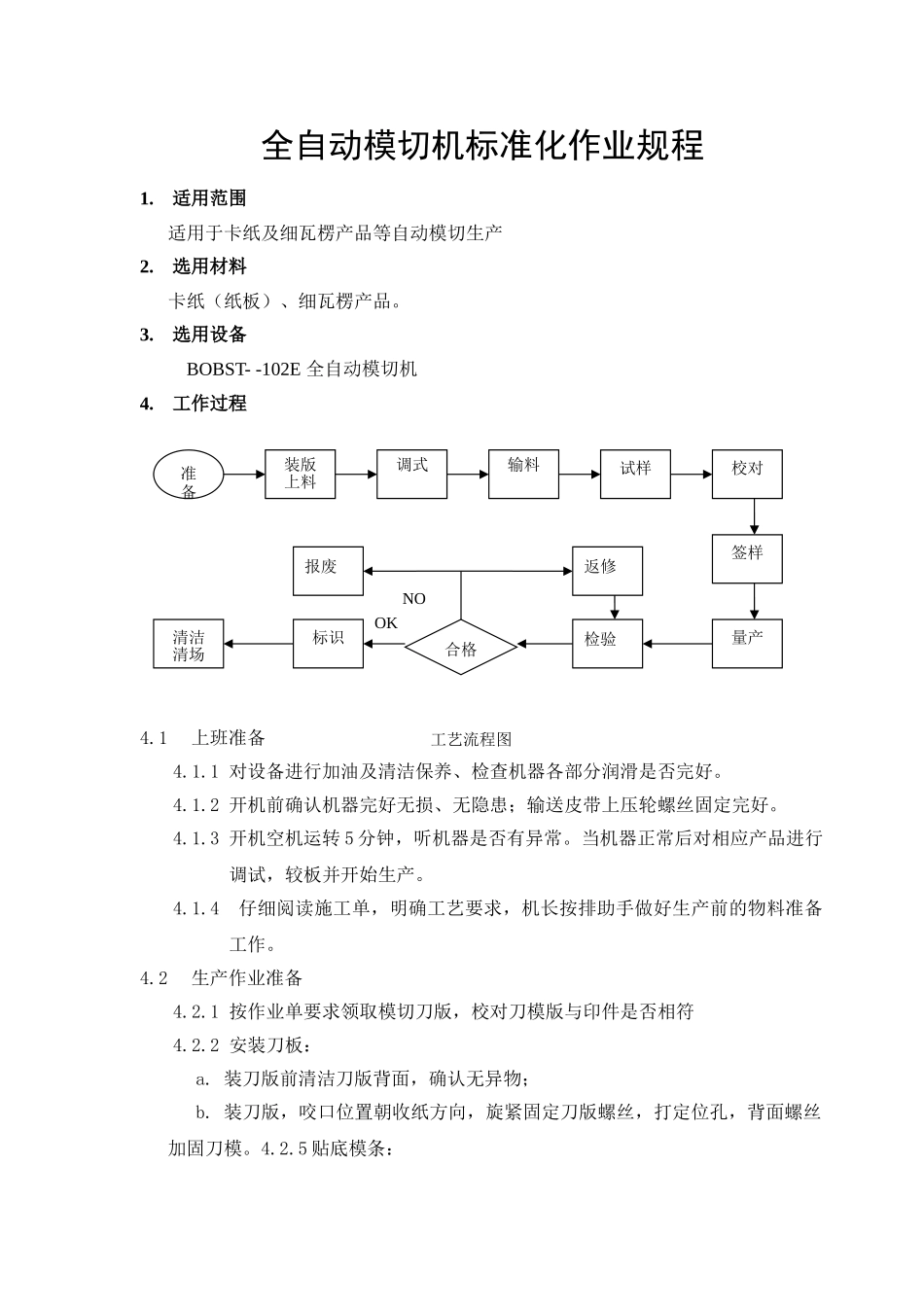
5 贴底模条:准备装版上料试样校对NOOK调式输料签样检验量产合格标识清洁 清场返修报废工艺流程图a
将裁切好的底模条嵌入刀版的钢线位置上
然后将底模条防粘纸撕去
将刀版与底版推至工作位置、慢慢点动合压
然后,慢慢离压至底版最低处,拉出底版,撕掉定位胶
修正底模条,把产品流向逆向的底模条修成坡口, 并加固底模条(502 胶水)
与走纸方向平行的底模条两端用 502 专用胶水加固 , 与走纸方向垂直的底 模两端用 502 专用胶水加固
3 机台调试4
1 清洁钢板,确保钢板上洁净洁净后垫补压纸
2 选用本印件的印刷坏片,粗调压力至整个版面 30% 面积的切穿
3 局部不穿透的用专用垫刀纸加以补压
4 调整前规与侧规至产品与标准样一致4
5 调节飞达部分、输纸部分、收纸部分
压脚应压住纸边 8mm 左右,毛刷轮与纸张拖梢刚好接触
5 正式生产 4
1 机长根据提供的样