回转窑得设计一、窑型与长径比 1、 窑 型 所谓窑型就是指筒体各段直径得变化
按筒体形状有以下几种窑型:(1) 直筒型:制造安装方便,物料在窑内移动速度较均匀一致,操作控制较易掌握,同时窑体砌造及维护较方便;(2) 热端扩大型:加大单位时间内燃烧得燃料量及传热量,在原窑直径偏小得情况下,扩大热端将相应提高产量,适用于烧成温度高得物料;(3) 冷端扩大型:便于安装热交换器,增大干燥受热面,加速料浆水分蒸发,降低热耗及细尘飞损,适用于处理蒸发量大、烘干困难得物料;(4) 两端扩大型(哑铃型):中间得填充系数提高,使物料流动得机会减少,还可以节约部分钢材;还有单独扩大烧成带或分解带得“大肚窑” ,这种窑型易挂窑皮,在干燥带及烧成带能力足够时,可以显著提高产量
但这种窑型操作不便
总之,不论扩大哪一带,必须保持预烧能力与烧结能力趋于平衡
只有在生产窑上,经过生产实践与充分调查讨论(包括必要得热工测定与计算),发现某一带确为热工上得薄弱环节,在这种特定条件下将该带扩大,才会得出较明显得效果
目前国内外进展趋势仍以直筒型窑为主,而且尺寸向大型方面进展
其她有色金属工业用回转窑(还原、挥发、硫化精矿焙烧、氯化焙烧、离析、烧结转化等)多采纳较短得直筒窑
2、 长径比 要得长径比有两种表示方法:一就是筒体长度 L 与筒体公称直径 D 之比;另一就是筒体长度 L 与窑得平均有效直径 D 均之比
L/D 便于计算,L/D 均反映要得热工特点更加确切,为了区别起见,称 L/D 均为有效长径比
窑得长径比就是根据窑得用途、喂料方式及加热方法来确定得
根据我国生产实践得不 完全统计,各类窑得长径比示于表 1 中
长径比太大,窑尾废气温度低,蒸发预热能力降低,对干燥不利;长径比太小,则窑尾温度高,热效率低
同类窑得长径比与窑得规格有关,小窑取下限,大窑取上限
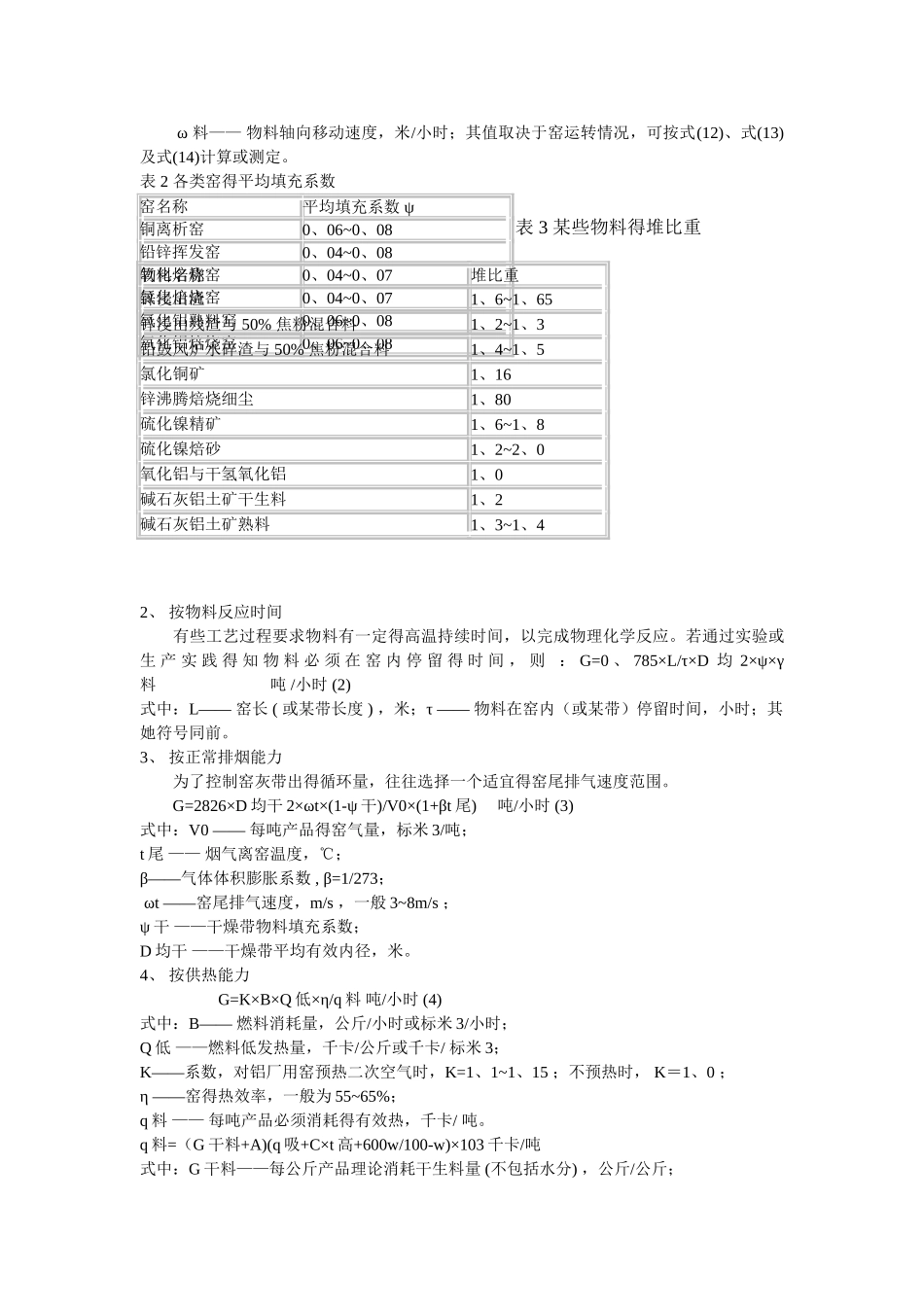
表 1 各类窑得长径比二、回转窑得