常用刀具材料的性能和应用场合(2 页)Good is good, but better carries it
精益求精,善益求善
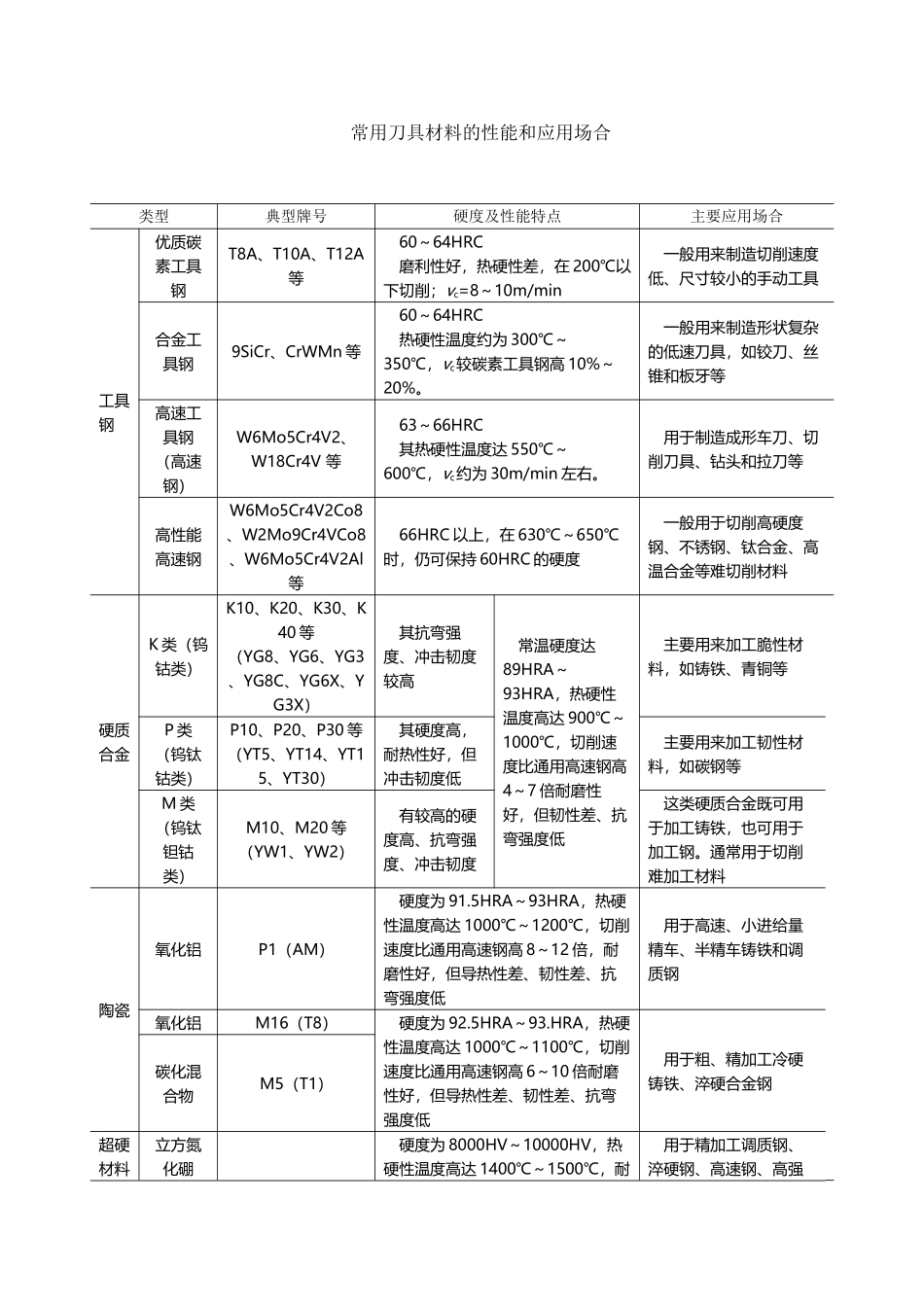
常用刀具材料的性能和应用场合类型典型牌号硬度及性能特点主要应用场合工具钢优质碳素工具钢T8A、T10A、T12A等60~64HRC磨利性好,热硬性差,在 200℃以下切削;vc=8~10m/min一般用来制造切削速度低、尺寸较小的手动工具合金工具钢9SiCr、CrWMn 等60~64HRC热硬性温度约为 300℃~350℃,vc较碳素工具钢高 10%~20%
一般用来制造形状复杂的低速刀具,如铰刀、丝锥和板牙等高速工具钢(高速钢)W6Mo5Cr4V2、 W18Cr4V 等63~66HRC其热硬性温度达 550℃~600℃,vc约为 30m/min 左右
用于制造成形车刀、切削刀具、钻头和拉刀等高性能高速钢W6Mo5Cr4V2Co8、W2Mo9Cr4VCo8、W6Mo5Cr4V2Al等66HRC 以上,在 630℃~650℃时,仍可保持 60HRC 的硬度一般用于切削高硬度钢、不锈钢、钛合金、高温合金等难切削材料硬质合金K 类(钨钴类)K10、K20、K30、K40 等(YG8、YG6、YG3、YG8C、YG6X、YG3X)其抗弯强度、冲击韧度较高常温硬度达89HRA~93HRA,热硬性温度高达 900℃~1000℃,切削速度比通用高速钢高4~7 倍耐磨性好,但韧性差、抗弯强度低主要用来加工脆性材料,如铸铁、青铜等P 类(钨钛钴类)P10、P20、P30 等(YT5、YT14、YT15、YT30)其硬度高,耐热性好,但冲击韧度低主要用来加工韧性材料,如碳钢等M 类(钨钛钽钴类)M10、M20 等(YW1、YW2)有较高的硬度高、抗弯强度、冲击韧度这类硬质合金既可用于加工铸铁,也可用于加工钢
通常用于切削难加工材料陶瓷氧化铝P1(AM)硬度为 91