8 钢构造焊钉焊接施工工艺8
1 一般规定有用围本标准适用于各类钢构造工程中等〕的焊接施工
2 参考标准与规冷镦和挤压用钢电弧螺柱焊用圆柱头焊钉建筑工程施工质量验收统一标准钢构造工程施工质量验收规建筑钢构造焊接技术规程8
豺料1 焊钉1)焊钉材料的机械性能应符合表规定
公称直径为 10〜25mm 的焊钉〔圆柱头焊钉、熔焊栓钉、剪力钉GB/T6478 —21GB/T10433 —22GB503 —21GB50205 —21JGJ81—22材 料标 准机械性能ML15 、 ML15A1GB/T6478(J> 4N/2o 或 O0 2> 320N/26 夏 4%焊钉材料及机械相性能2)焊钉的形状尺寸应符合图及表的规定图焊钉的形状尺寸注:图中 1〕表示由制造者选择可制成凹穴形式
焊钉的形状尺寸(mm)3)焊钉外表质量焊钉必不经外表处理
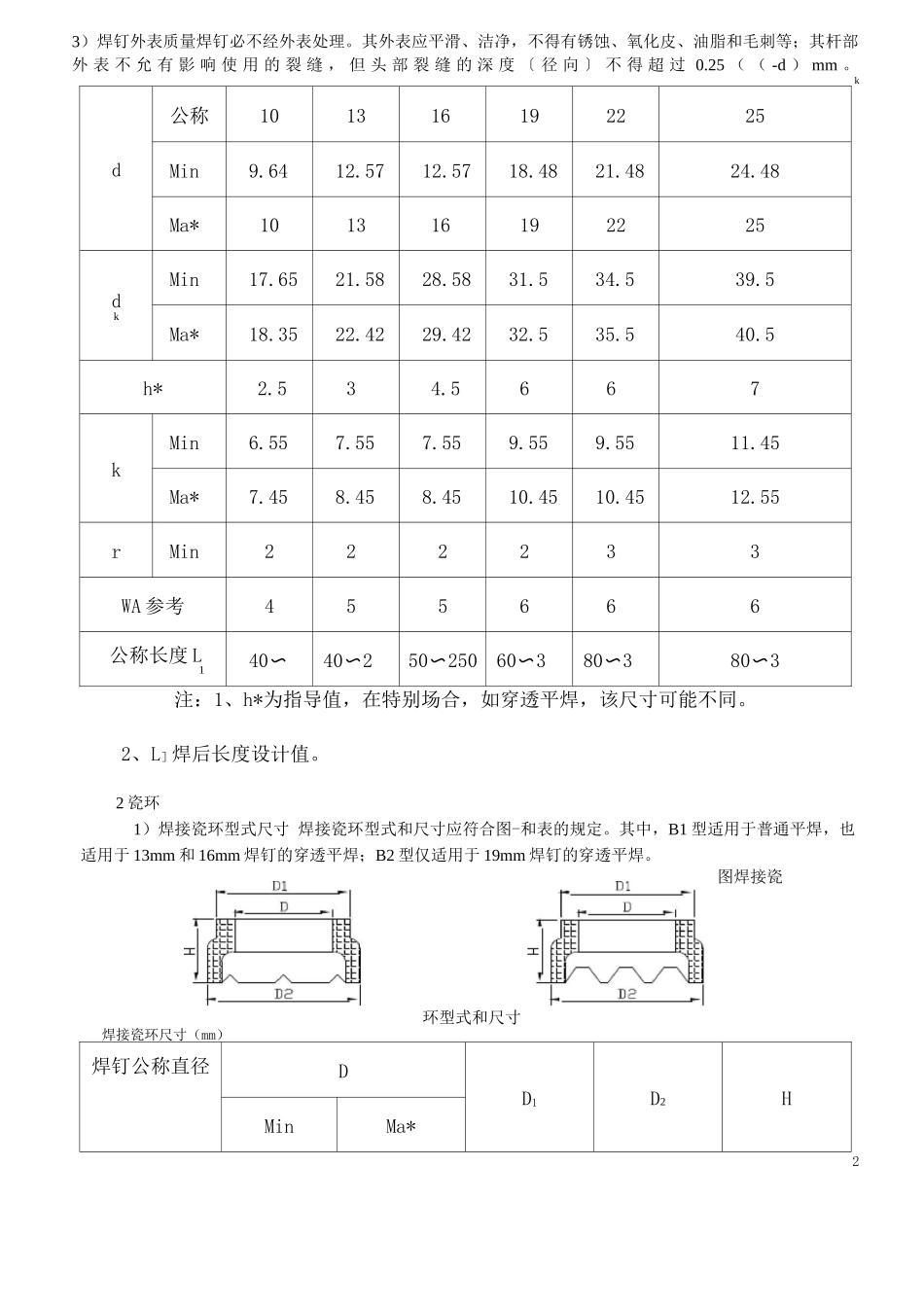
其外表应平滑、洁净,不得有锈蚀、氧化皮、油脂和毛刺等;其杆部外 表 不 允 有 影 响 使 用 的 裂 缝 , 但 头 部 裂 缝 的 深 度 〔 径 向 〕 不 得 超 过 0
25 ( ( -d ) mm
kd公称101316192225Min9
48Ma*101316192225dkMin17
5Ma*18
5667kMin6
45Ma*7
55rMin222233WA 参考455666公称长度 L140〜40〜250〜25060〜380〜380〜3注:1、h*为指导值,在特别场合,如穿透平焊,该尺寸可能不同
2、L]焊后长度设计值
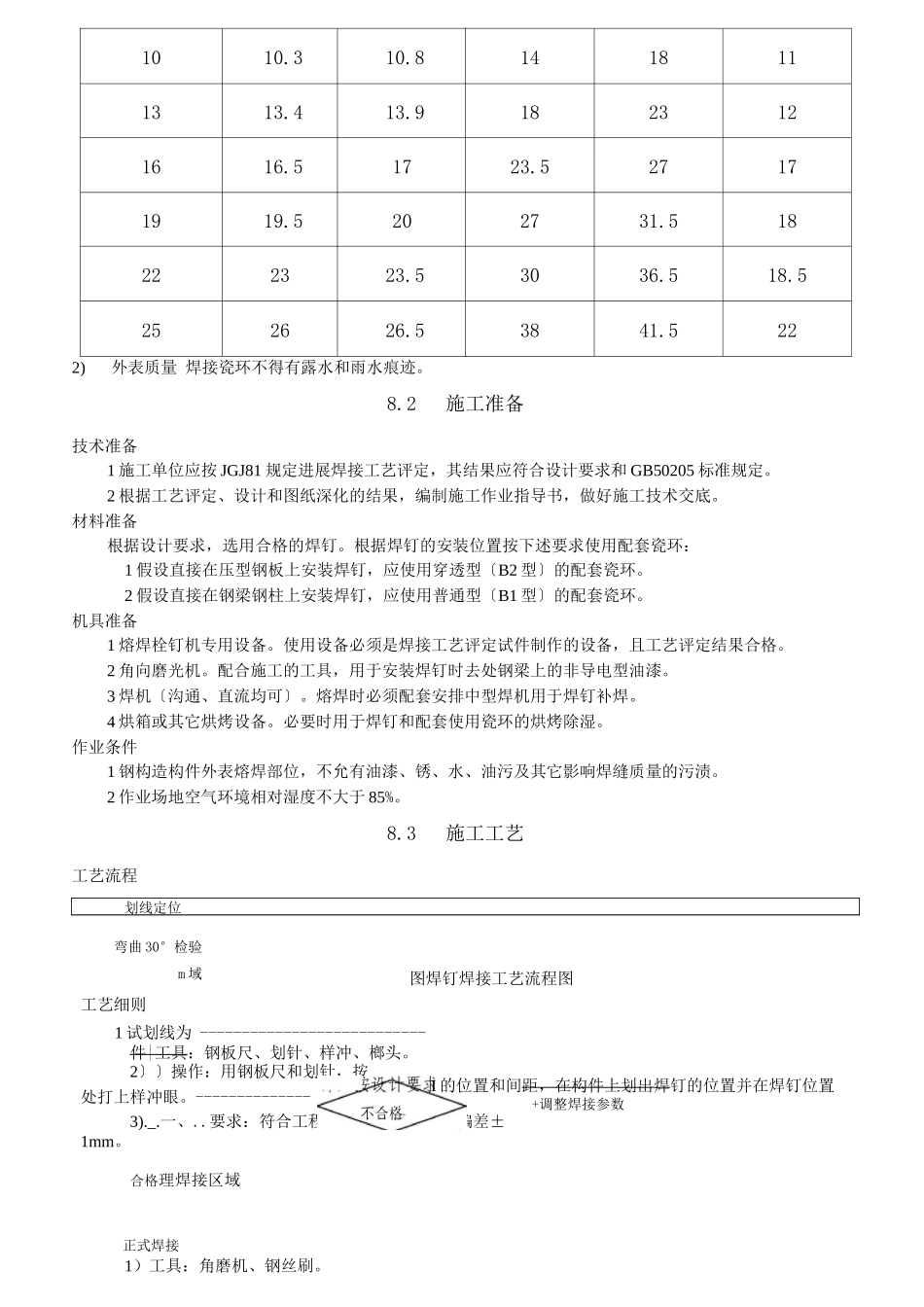
2 瓷环1)焊接瓷环型式尺寸 焊接瓷环型式和尺寸应符合