软导线压接安装工艺标准一、概况1、本作业指导书有用各种型号规格得软导线压接得施工方法;2、引用得标准:《架空电力线外爆压接施工工艺规程,S DJ27 6—90》、《架空送电线路导线及避雷线液压施工工艺规程,S DJ--2 26--87》
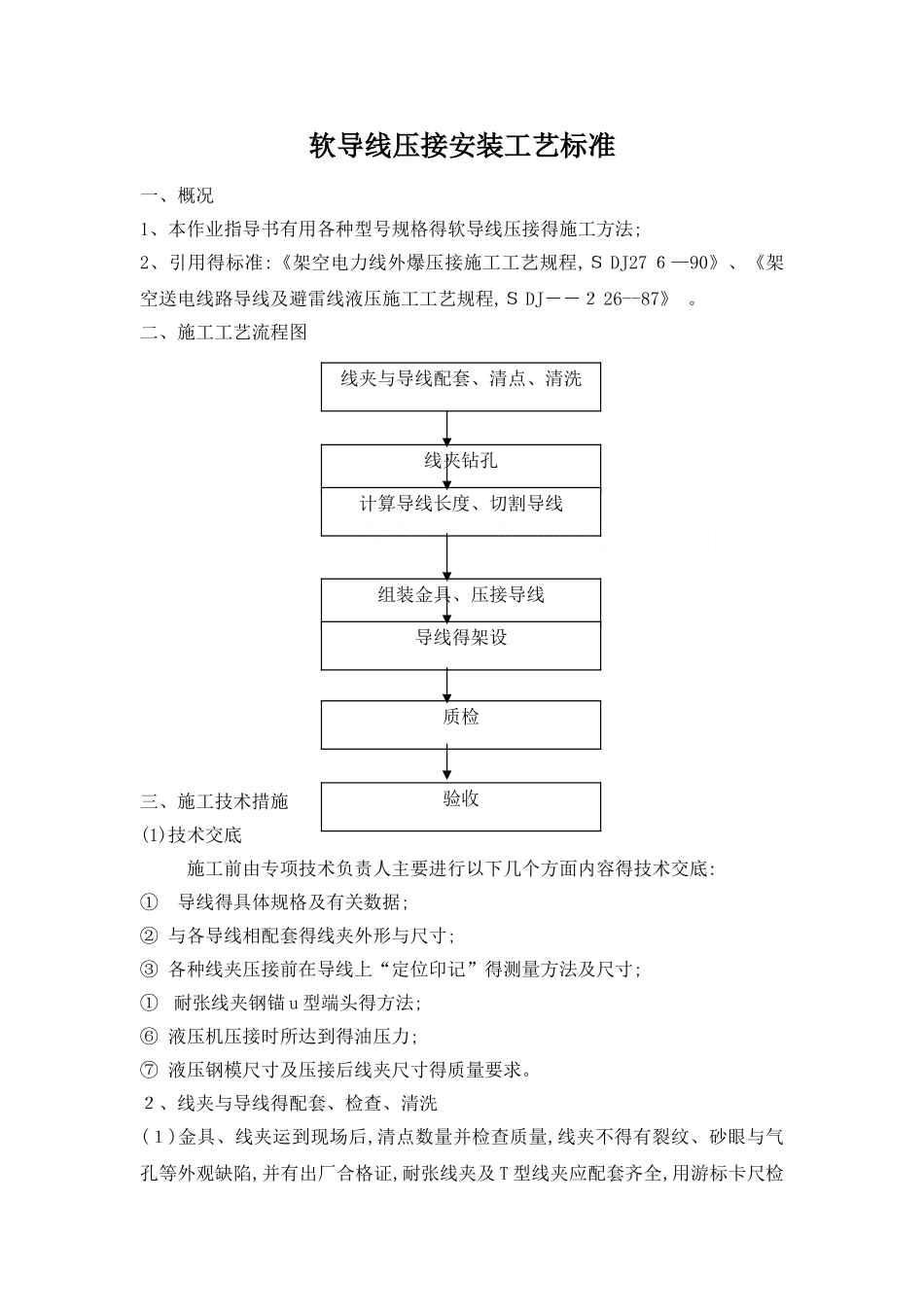
二、施工工艺流程图 三、施工技术措施(1)技术交底 施工前由专项技术负责人主要进行以下几个方面内容得技术交底:① 导线得具体规格及有关数据;② 与各导线相配套得线夹外形与尺寸;③ 各种线夹压接前在导线上“定位印记”得测量方法及尺寸;①耐张线夹钢锚 u 型端头得方法;⑥ 液压机压接时所达到得油压力;⑦ 液压钢模尺寸及压接后线夹尺寸得质量要求
2、线夹与导线得配套、检查、清洗(1)金具、线夹运到现场后,清点数量并检查质量,线夹不得有裂纹、砂眼与气孔等外观缺陷,并有出厂合格证,耐张线夹及 T 型线夹应配套齐全,用游标卡尺检线夹与导线配套、清点、清洗线夹钻孔计算导线长度、切割导线组装金具、压接导线导线得架设质检验收查线夹孔径与导线外径就是否配套、(2) 确定导线得平整完好,不得有断股、缺股、折叠等缺陷
(3) 检查线夹得外观,不得有裂纹、砂眼与气孔等,有上述任一种缺陷,线夹报废
(4) 清洗导线外表与线夹内、外表,不得残存有泥土、水分、油污及其她脏物,并符合下列要求:① 沾有水分得导线与线夹必须进行干燥处理;② 导线与线夹沾有油污时,最好用丙酮清洗
当现场不具备条件时,也可用汽油清洗
③ 清洗结束后,在导线外层均匀涂上一层电力复合脂
然后用钢丝刷沿导线轴线方向对涂脂部分进行擦刷,将液压后能与铝管接触得铝股表面全部刷到、④ 导线清洗得长度不少于连接长度得 1、2 倍
3、线夹钻孔 根据现场设备得开孔情况对金具进行钻孔,要求误差尽可能小,孔距误差不大于 1
5 mm,钻孔后得线夹须标明用途,并分类放好;4、导线得计算、切割(1)计算导线得长度:① 导