丝锥崩牙、打牙的主要原因 在日常攻螺纹中,丝锥崩牙、打牙的主要原因大体总结如下 :①反转时,切削根部高点把切削刃挤掉的称“崩牙”
②反转时,切削碎粒挤在丝锥与工件之间把切削刃挤掉的称“崩牙”
③由于工件材质太黏硬,若润滑不好,把切削刃粘掉,称“崩牙”
④由于工件材质太硬,将牙顶掉,称“打牙”
⑤遇工件有砂眼、材质不均的硬块,将牙顶掉,称“打牙”
⑥不合理操作造成的碰撞,如断续切削的速度快、出入头碰撞等,造成的掉牙称“打牙”
原因①是由于大多数人没留意,没发觉其破坏能力的严重性
例如威海职业技术学院的实习工厂——天诺数控机械有限公司,生产的数控刀杆,刀杆尾部均有一个丝孔,分别为:型号 40 系列对应 M16、型号 45 系列对应 M20、型号 50 系列对应 M24,就出现了丝锥使用寿命不长的问题,大部分是因为崩牙而导致的报废
这个问题同时也在其他兄弟单位中普遍存在,甚至在全国机械制造业中均存在这一问题
因为这个问题在手工攻螺纹、普通机床攻螺纹、数控机床攻螺纹都存在,对丝锥的破坏极大,应该引起大家的重视
下面分析问题产生的原因及对策
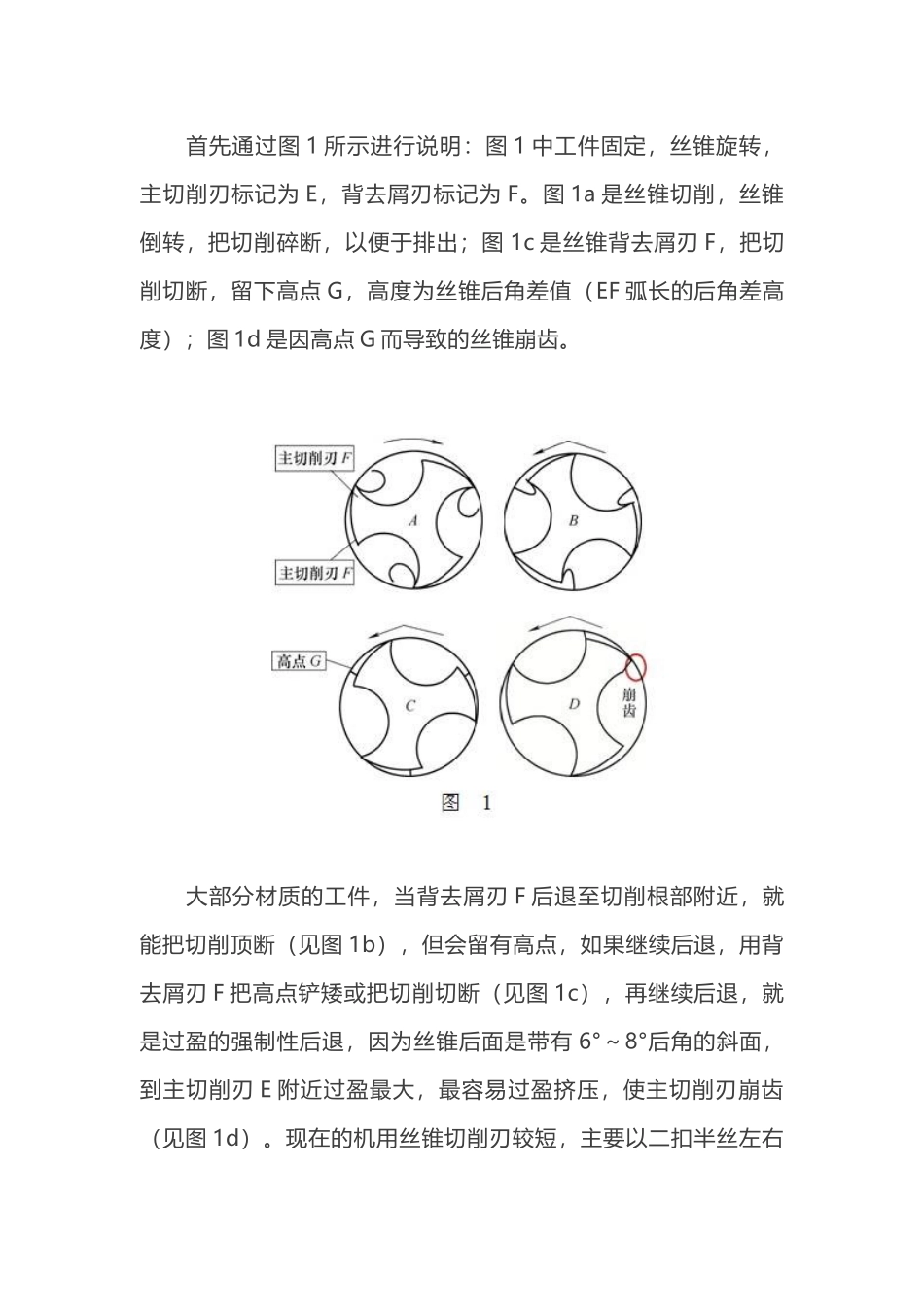
解决措施 首先通过图 1 所示进行说明:图 1 中工件固定,丝锥旋转,主切削刃标记为 E,背去屑刃标记为 F
图 1a 是丝锥切削,丝锥倒转,把切削碎断,以便于排出;图 1c 是丝锥背去屑刃 F,把切削切断,留下高点 G,高度为丝锥后角差值(EF 弧长的后角差高度);图 1d 是因高点 G 而导致的丝锥崩齿
大部分材质的工件,当背去屑刃 F 后退至切削根部附近,就能把切削顶断(见图 1b),但会留有高点,如果继续后退,用背去屑刃 F 把高点铲矮或把切削切断(见图 1c),再继续后退,就是过盈的强制性后退,因为丝锥后面是带有 6°~8°后角的斜面,到主切削刃 E 附近过盈最大,最容易过盈挤压,使主切削刃崩齿(见图 1d)