全自动剪板机的 PLC 控制系统设计设计说明书指导老师:陈万志设 计 人:高扬 辽宁工程技术大学电子与信息工程学院一、设计题目全自动剪板机的 PLC 控制系统设计二、系统功能和开发平台2
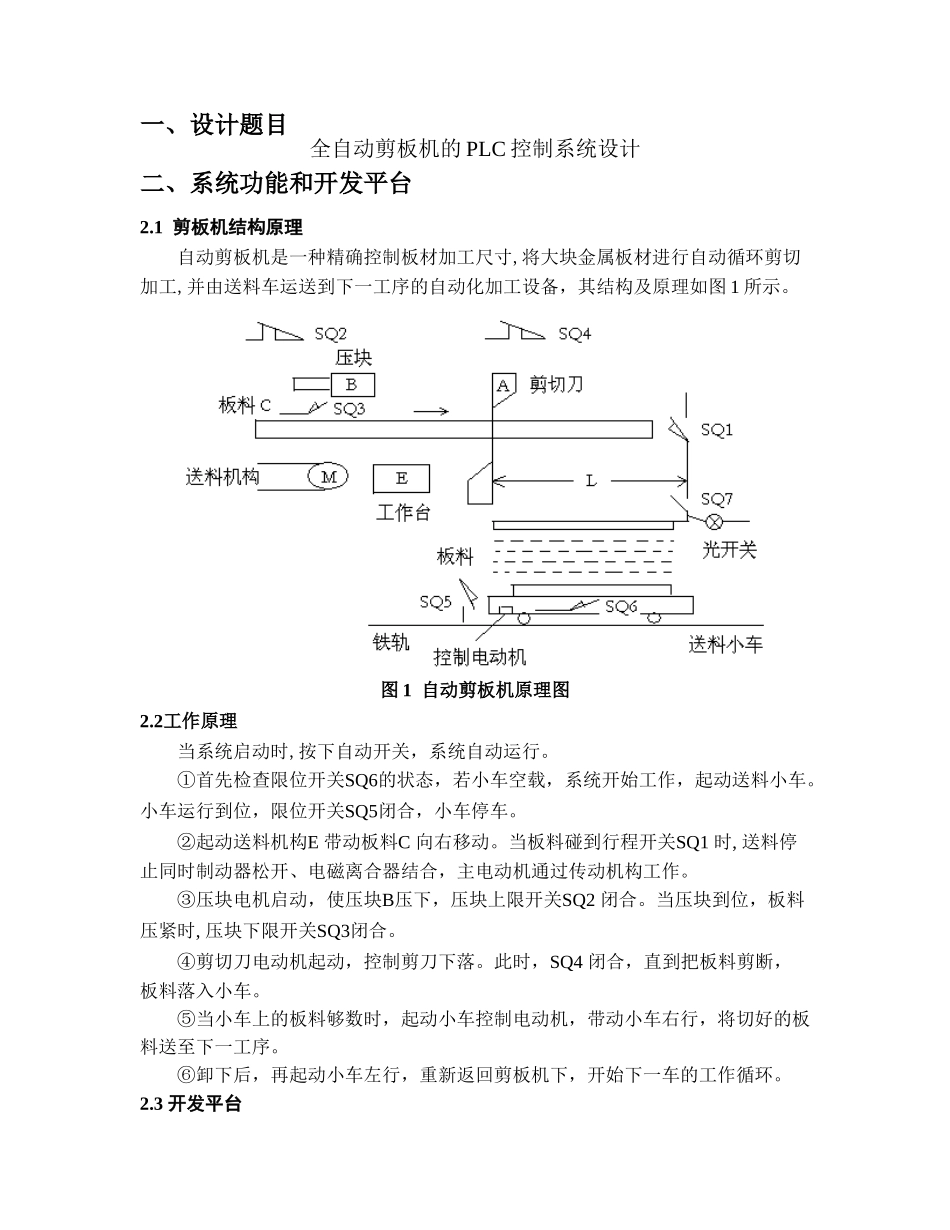
1 剪板机结构原理自动剪板机是一种精确控制板材加工尺寸,将大块金属板材进行自动循环剪切加工,并由送料车运送到下一工序的自动化加工设备,其结构及原理如图 1 所示
图 1 自动剪板机原理图2
2工作原理当系统启动时,按下自动开关,系统自动运行
①首先检查限位开关SQ6的状态,若小车空载,系统开始工作,起动送料小车
小车运行到位,限位开关SQ5闭合,小车停车
②起动送料机构E 带动板料C 向右移动
当板料碰到行程开关SQ1 时, 送料停止同时制动器松开、电磁离合器结合,主电动机通过传动机构工作
③压块电机启动,使压块B压下,压块上限开关SQ2 闭合
当压块到位,板料压紧时, 压块下限开关SQ3闭合
④剪切刀电动机起动,控制剪刀下落
此时,SQ4 闭合,直到把板料剪断,板料落入小车
⑤当小车上的板料够数时,起动小车控制电动机,带动小车右行,将切好的板料送至下一工序
⑥卸下后,再起动小车左行,重新返回剪板机下,开始下一车的工作循环
3 开发平台下位 PLC:OMRON CPM2AH-60CDR-A上位计算机组态软件:紫金桥监控组态软件 Real-V6
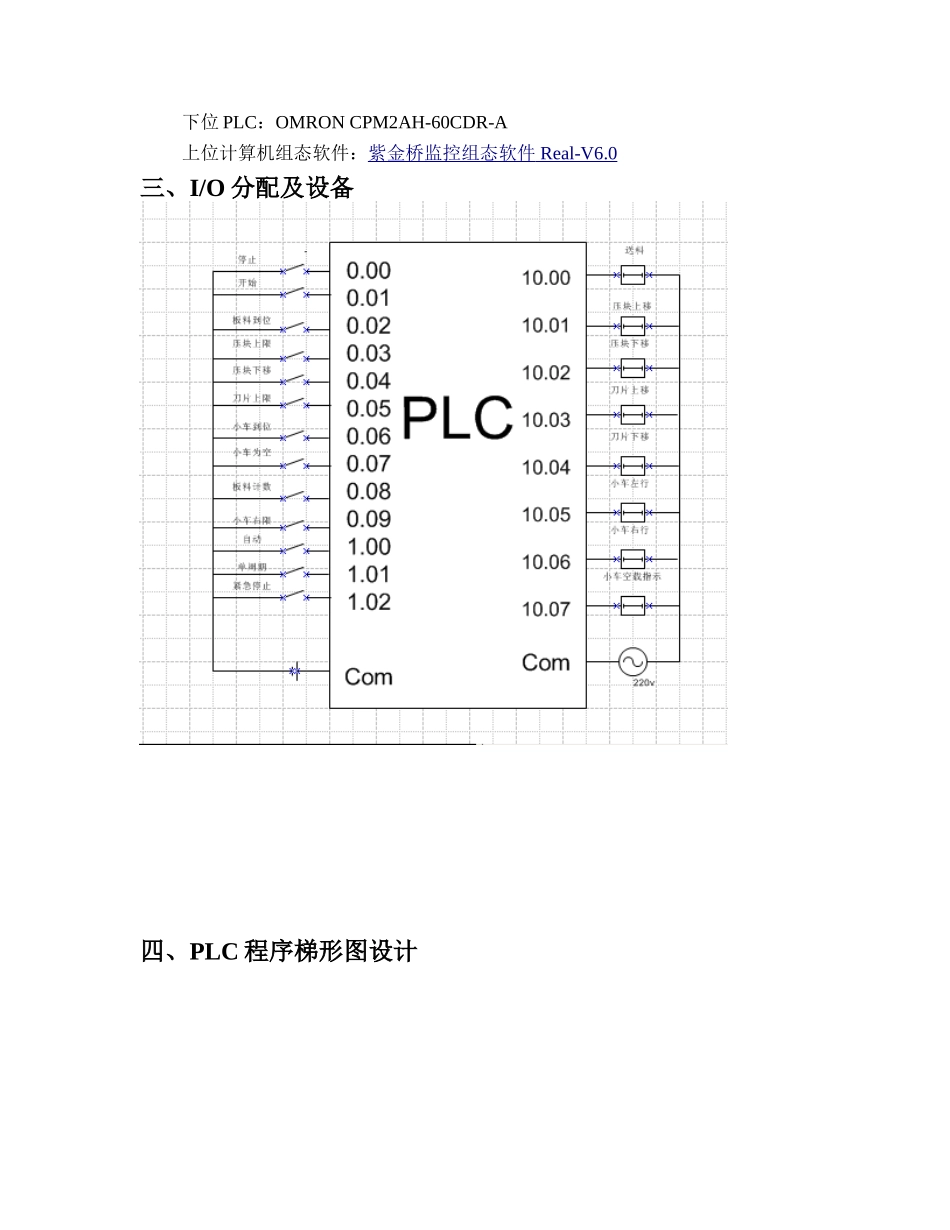
0 三、I/O 分配及设备四、PLC 程序梯形图设计五、人机界面组态设计1)点组态: 2)人机界面设计:3)脚本编写:板宽
pv=67;小车位置
pv=50;压块位置
pv=0;剪刀位置
pv=0;板显示
pv=0;成品板
pv=0;板总数
pv=0;小车为空
PV=1;if(剪刀位置
pv==0)then剪刀上限
pv=1;endifif(压块上移
pv==1&&压块位置
pv>0)then压块位置
pv=压块位置
pv-10;endifif