实训(二) 华中世纪星教学型数控铣床的对刀操作及基本编程一.实验目的1) 掌握数控铣床手动试切法对刀的工作原理及基本步骤;2) 掌握加工零件的对刀操作,了解用 G92 与 G54~G59 指令对刀操作的异同点;3) 编制铣平蜡模上表面的加工程序,掌握在 HNC-21M 数控铣系统输入该程序进行校验、仿真和自动加工的基本操作
二.实验设备和工具 1)华中世纪星(HNC—21M)数控系统的 ZJK7532A 立式钻铣床2)蜡模:180×120×503)圆柱铣刀 φ12 一把三.数控铣床手动试切法对刀的基本原理数控机床的机床坐标系是唯一固定的,CRT 显示的是切削刀刀位点的机床坐标,但为计算方便和简化编程,在编程时都需设定工件坐标系,它是以零件上的某一点为坐标原点建立起来的 X—Y—Z 直角坐标系统
因此,数控铣床对刀的实质是确定随编程变化的工件坐标系程序原点(工件零点)的机床坐标
程序原点应尽量选在工件顶面,以提高被加工零件的加工精度
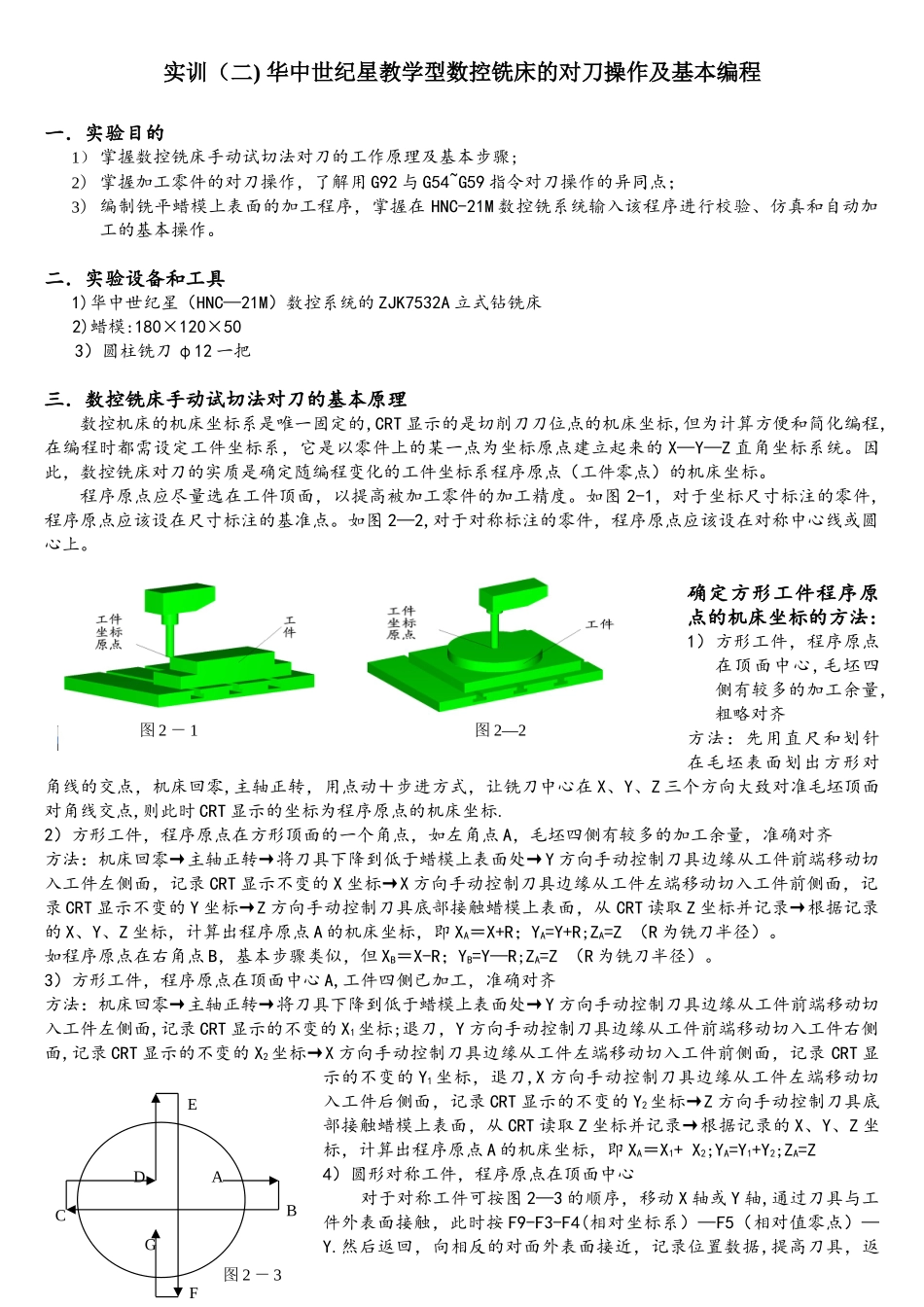
如图 2-1,对于坐标尺寸标注的零件,程序原点应该设在尺寸标注的基准点
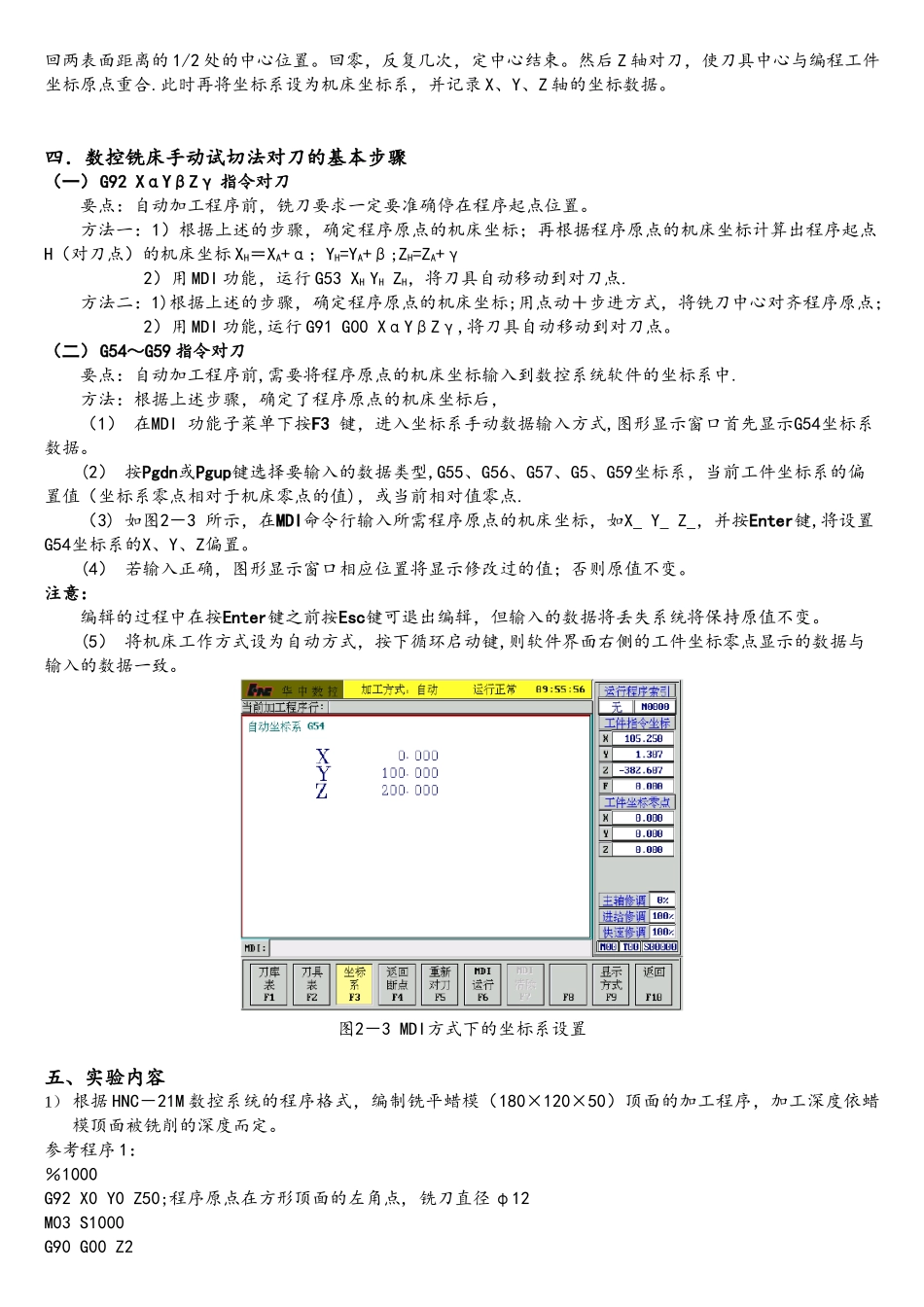
如图 2—2,对于对称标注的零件,程序原点应该设在对称中心线或圆心上
确定方形工件程序原点的机床坐标的方法:1)方形工件,程序原点在顶面中心,毛坯四侧有较多的加工余量,粗略对齐方法:先用直尺和划针在毛坯表面划出方形对角线的交点,机床回零,主轴正转,用点动+步进方式,让铣刀中心在 X、Y、Z 三个方向大致对准毛坯顶面对角线交点,则此时 CRT 显示的坐标为程序原点的机床坐标
2)方形工件,程序原点在方形顶面的一个角点,如左角点 A,毛坯四侧有较多的加工余量,准确对齐方法:机床回零→主轴正转→将刀具下降到低于蜡模上表面处→Y 方向手动控制刀具边缘从工件前端移动切入工件左侧面,记录 CRT 显示不变的 X 坐标→X 方向手动控制刀具边缘从工件左端移动切入工件前侧面,记录 CRT 显