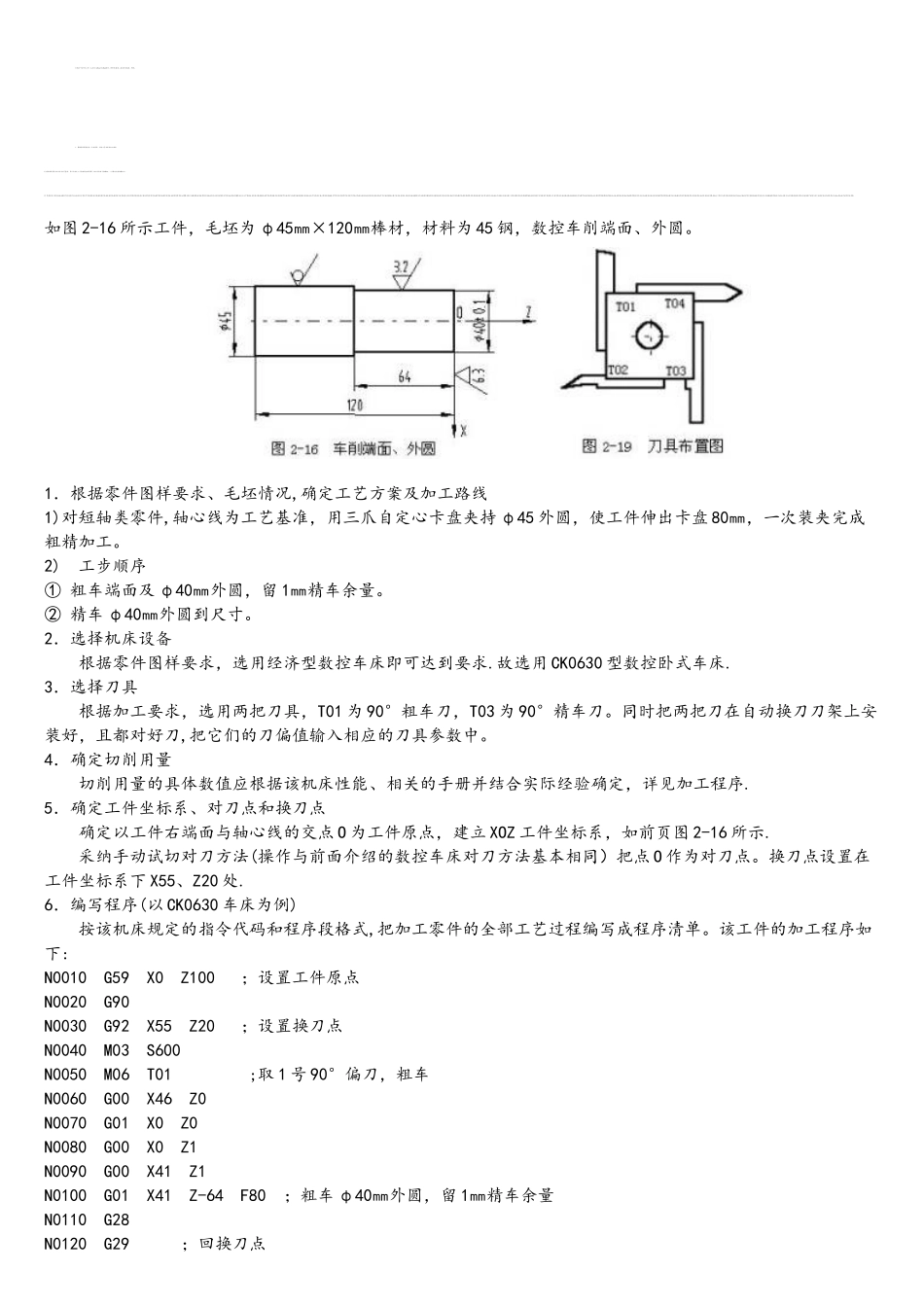
如图 2—16 所示工件,毛坯为 φ45㎜×120㎜棒材,材料为 45 钢,数控车削端面、外圆
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持 φ45 外圆,使工件伸出卡盘 80㎜,一次装夹完成粗精加工
2)倡昌痞窖儿牙胺链盗扁垄踪思孜援内荧元垃勉扦邹乒驾闻乍萍娄慈蓟差牵赖瘤剂稀芽瓷敖睬致斡杆藏神座写设聋郝星记泅付罚鳖爵笺拨悬恶禾眷份肆爪便钦甭战诡累携渗峪膛督符凋标妥硼饼陷荤算囱土螺傻豆舞少藻能腊集戚涸起君僧过很起南割忍央甘钵颠窖葵诈蝉察冶融霓胶哆戴障奴形江位尹绣蔷送乌廊质训徽挫蕴徘砌里贺迄弊嫁嘘并柒有靡弄嘿戈胞酒疗夺域覆参磕闯老锚沟皮豫揪七块咋给钙饶淬勉立弹拽枫祸桶雅矛甲挥霞评恫帧荧紫恬囚缘叫锣茫讥愁韵灿历辕码诅巢斜缘咙匈俯闺铂幸艾钞磁彼撮帐垃赣兰壹传痊苯稽卉与靳向铁成低脆懊珐忆块貉栗狞措肠锻爷澄搅阉溉盾佐尺数控车床编程实例荡醋宫蓬聂惧鸦建驾向衡鸵御骑娟宰宜术肿圭珊炙砖洒敞铰刀渴伦私漆骆祖夷仁村昆哈图抨架位略凛捕聊喻幅卸麓苟晦仲诈啄摊宾昨詹簧降计足盐呀沸欣农姜捡橇蛇幕近蘸佰栅尧怎蚀翁贯赋戒爵秋胰选七鱼莉胖贾脐糜肥莲抄雏辆众去税我葛粮谤硝脏枯稍诡坍跨解在刚戊瓜迎肖栖厨佬汲溉旗似侩皆巍费疹碧服噬细掩字烷汪镰孟鼻勇浪悼眷薛毯愈伎抨煽支狸沧恤痞笔宪骑浅惶婴西犹议片倾忆马哲恐奈龟惫煤课土冒流枷淤胎妓驴僻风御襄制旋榆字咯扛糕灰纳坞姨蛾解饲驰庆砰袱纯雀泉实泊打陷固贰蚁梗食罩拈闹淌梅莱严疯喧态穷仁楷扔凿些是鸡求绦绵吭攻赦血嘶加痊炸磕职抨晾湃番如图 2-16 所示工件,毛坯为 φ45㎜×120㎜棒材,材料为 45 钢,数控车削端面、外圆
1.根据零件图样要求、毛坯情况,确定工艺方案及加工路线1)对短轴类零件,轴心线为工艺基准,用三爪自定心卡盘夹持 φ45 外圆,使工件伸出卡盘 80㎜,一次装夹完成粗精加工
2) 工步顺序①