G 代码G01直线插补G02顺时针圆弧插补G03逆时针圆弧插补G04延时G05三点圆弧插补G10参数设置G12镜像设置G13设置镜像轴G17XY 平面选择G18XZ 平面选择G19YZ 平面选择G20英制输入G21公制输入G28返回程序参考点G40撤消刀具半径补给G41建立左侧刀具补给G42建立右侧刀具补给G43建立正向刀具长度补给G44建立负向刀具长度补给G49撤消刀具长度补给G50撤消比例缩放G54选择工件坐标系 1G55选择工件坐标系 2G56选择工件坐标系 3G57选择工件坐标系 4G58选择工件坐标系 5G59选择工件坐标系 6G60准确定位G64连续路径加工G68设置坐标旋转G69撤消坐标旋转G81钻孔固定循环(中心孔)G82钻孔固定循环(扩孔)G83钻孔固定循环(深孔)G90绝对坐标编程G91绝对坐标编程G92建立初始工件坐标G00功能: 在加工过程中,常需要刀具空运行到某一点,为下一步加工做好准备,利用指令 G00 可以使刀具快速移动到目标点
指令格式:G00 X_Y_Z_;(模态、初态)说明: 地址 X,Y 与 Z 指定目标点坐标,该点在绝对坐标编程中,为工作坐标系得坐标;在相对坐标编程中,为相对于起点得增量
执行 G00 指令时,刀具得移动速度由系统参数设定,不受进给功能指令 F 得影响
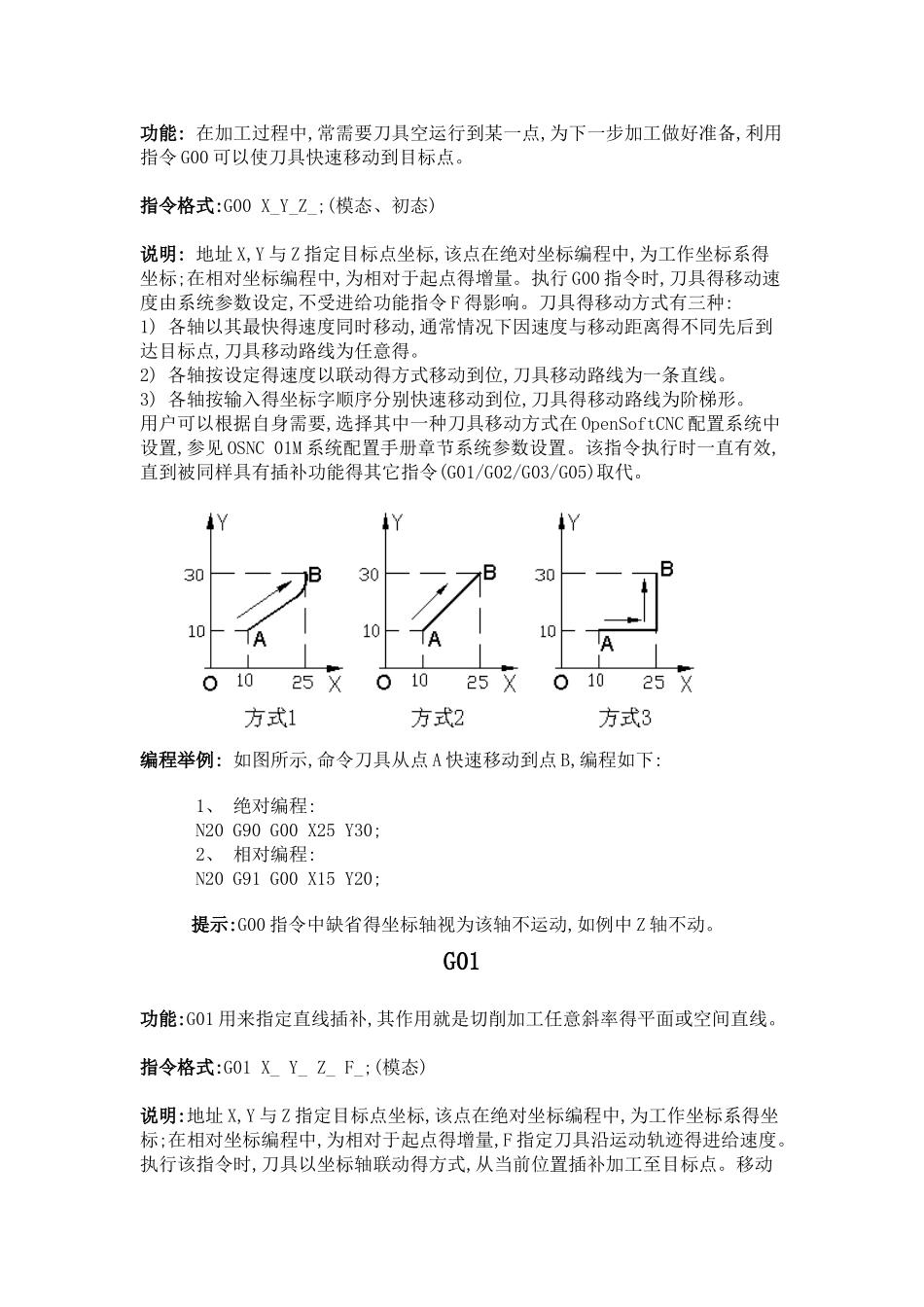
刀具得移动方式有三种:1) 各轴以其最快得速度同时移动,通常情况下因速度与移动距离得不同先后到达目标点,刀具移动路线为任意得
2) 各轴按设定得速度以联动得方式移动到位,刀具移动路线为一条直线
3) 各轴按输入得坐标字顺序分别快速移动到位,刀具得移动路线为阶梯形
用户可以根据自身需要,选择其中一种刀具移动方式在 OpenSoftCNC 配置系统中设置,参见 OSNC 01M 系统配置手册章节系统参数设置
该指令执行时一直有效,直到被同样具有插补功能得其它指令(G01/G