自动化生产线安装与调试实训实训报告班 级: 电气自动化 学 号: 姓 名: 指导老师: 实训项目 1:(供料单元)一、实训任务主要描述任务控制要求① 设备上电与气源接通后,若工作单元得两个气缸均处于缩回位置,且料仓内有 足够得待加工工件,则“正常工作”指示灯 H L 1 常亮,表示设备准备好
否则,该指示灯以 1H z 频率闪耀、 ② 若设备准备好,按下启动按钮,工作单元启动,“设备运行”指示灯 H L2 常亮、 启动后,若出料台上没有工件,则应把工件推到出料台上、出料台上得工件被人工取 出后,若没有停止信号,则进行下一次推出工件操作、 ③ 若在运行中按下停止按钮,则在完成本工作周期任务后,各工作单元停止工作, H L2 指示灯熄灭
④ 若在运行中料仓内工件不足,则工作单元继续工作,但“正常工作”指示灯 H L 1 以 1Hz 得频率闪耀,“设备运行”指示灯 HL2 保持常亮
若料仓内没有工件,则 H L 1 指 示灯与 H L2 指示灯均以 2Hz 频率闪耀
工作站在完成本周期任务后停止
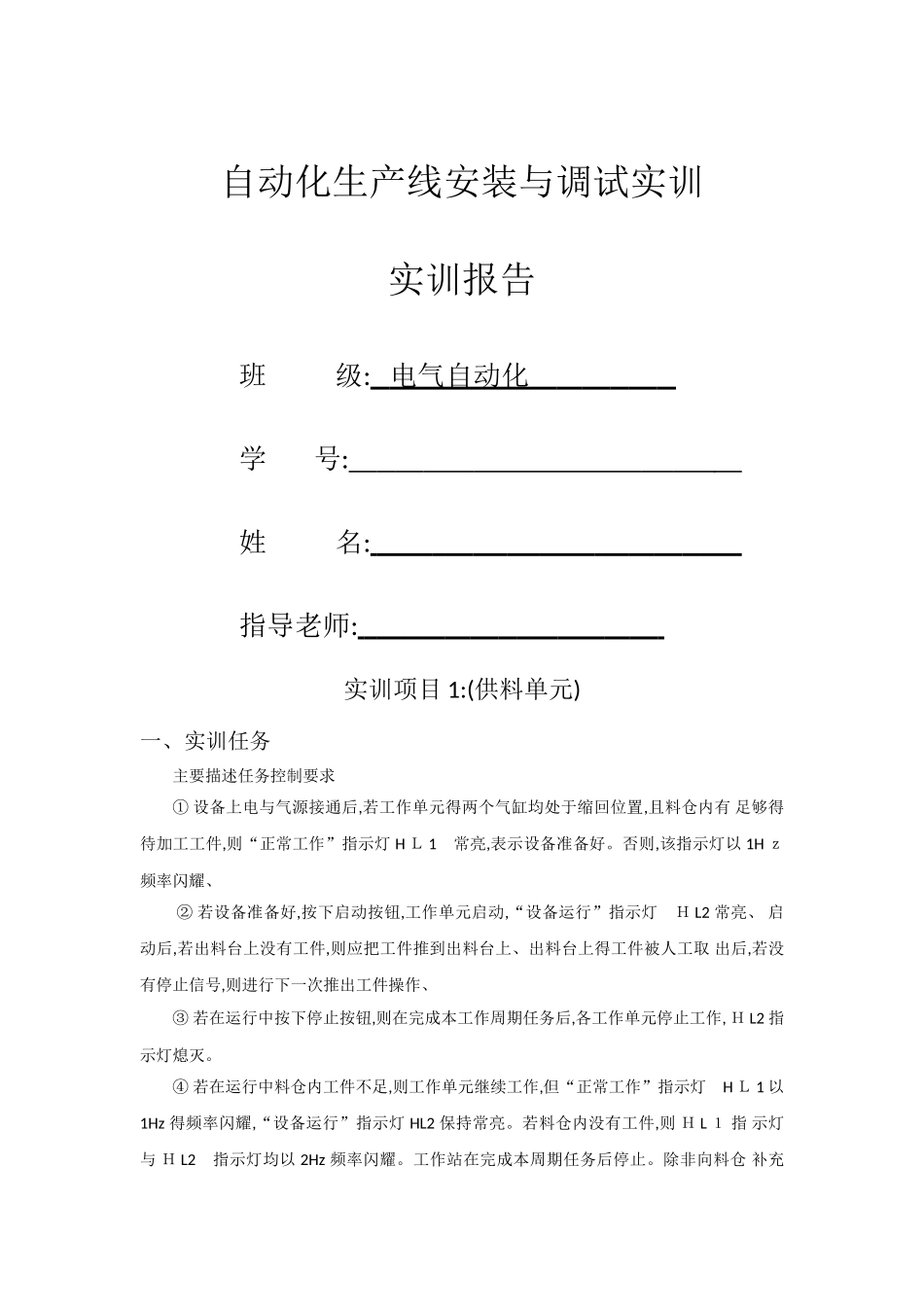
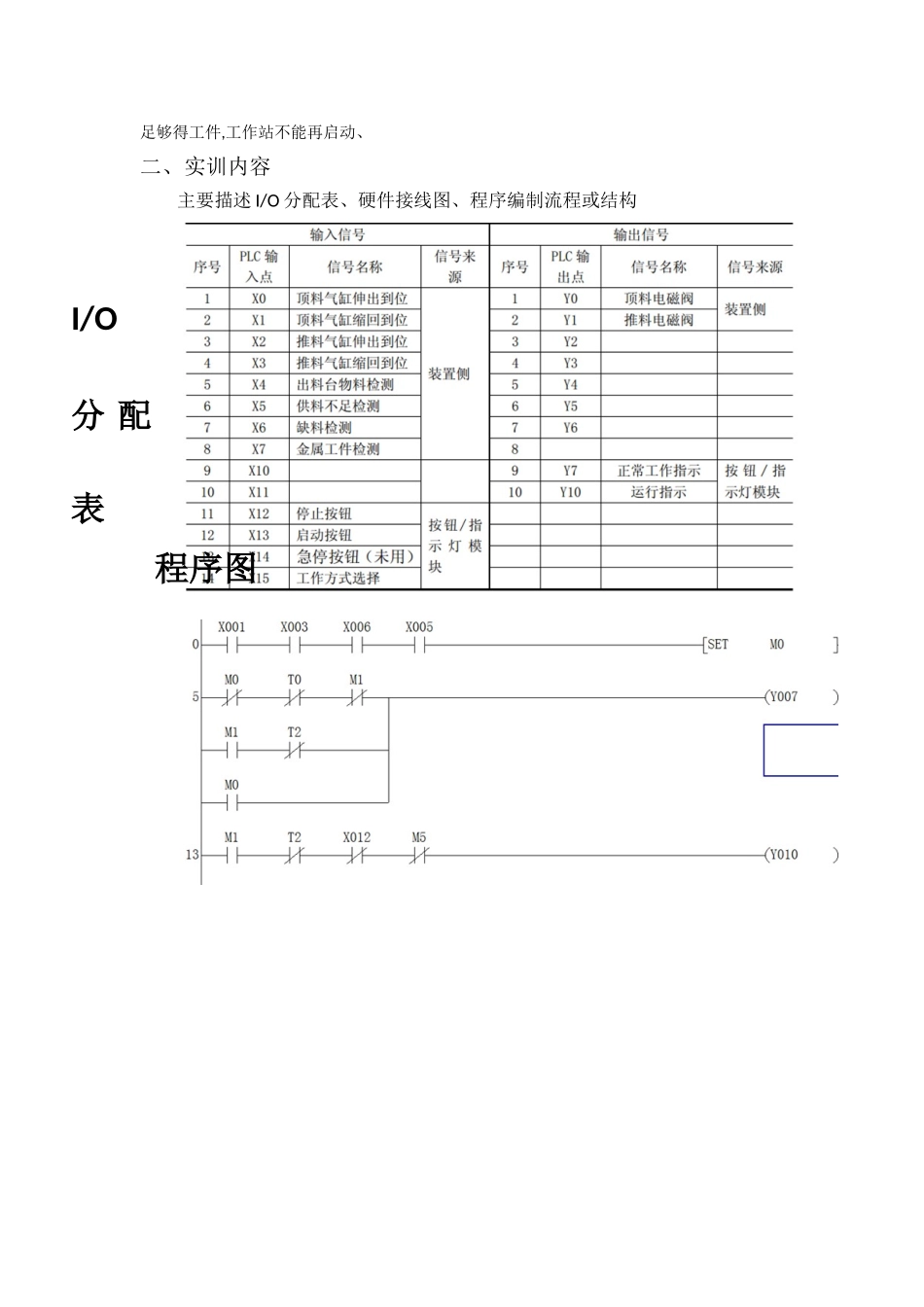
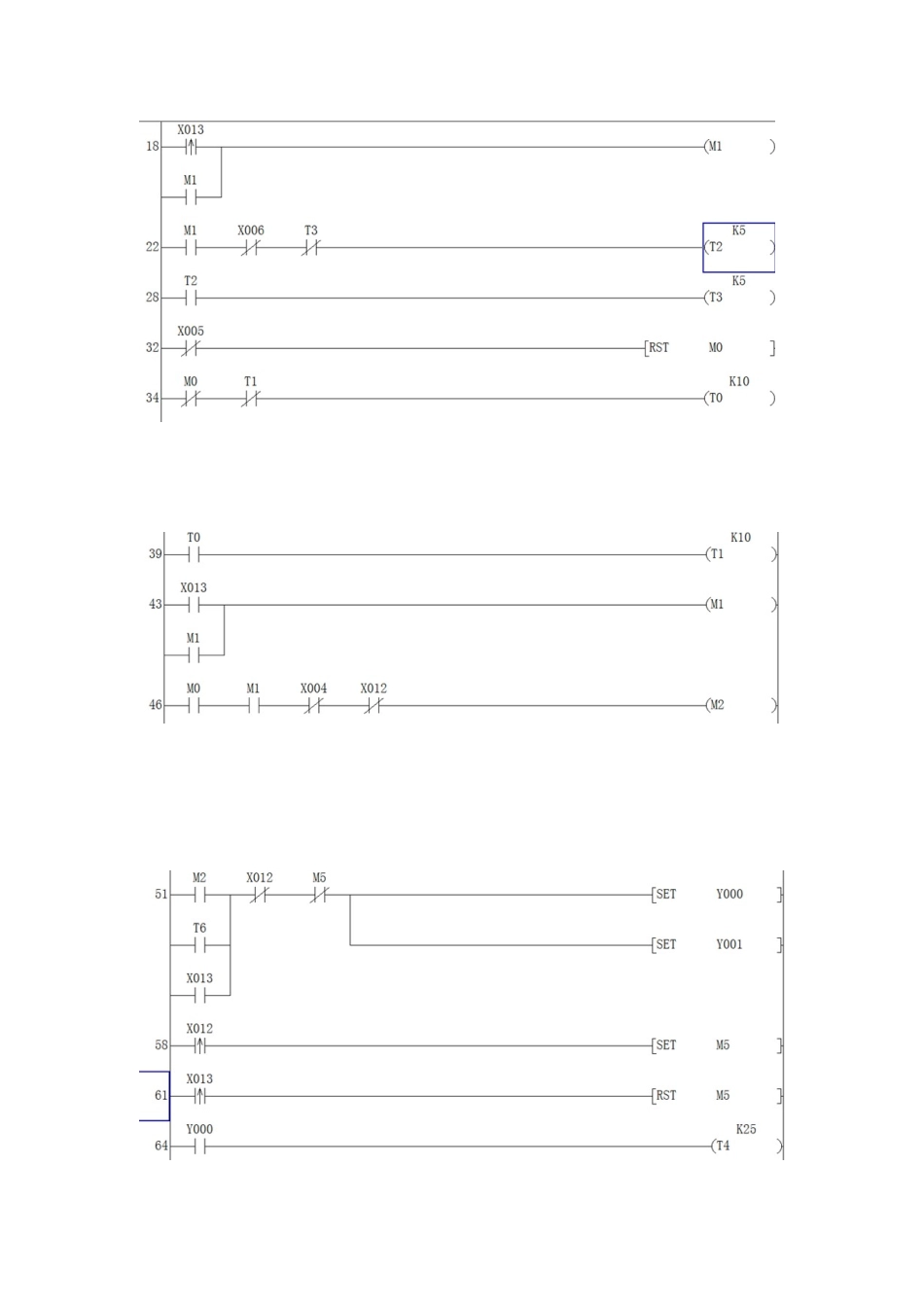
除非向料仓 补充足够得工件,工作站不能再启动、二、实训内容主要描述 I/O 分配表、硬件接线图、程序编制流程或结构I/O分 配表程序图三、调试分析主要描述运行调试,及调试过程中遇到得问题及解决方法(1)调整气动部分,检查气路就是否正确,气压就是否合理,气缸得动作速度就是否合理
(2)检查磁性开关得安装位置就是否到位,磁性开关工作就是否正常、 (3)检查 I/O 接线就是否正确
(4)检查光电传感器安装就是否合理,距离设定就是否合适,保证检测得可靠性
(5)运行程序检查动作就是否满足任务要求
(6)调试各种可能出现得情况,例如在料仓工件不足情况下,系统能否可靠作; 料仓没有工件情况下,能否满足控制要求
实训项目 2:(加工单元)一、 实训任务主要描述任务控制要求① 初始状态:设备上