项目案例指导一、轴类零件数控车加工能力目标1,能分析轴类零件的数控加工工艺
2,能掌握轴类零件的编程与加工
3,能掌握轴类零件的加工方法及尺寸控制
4,能通过正确检验工件来验证工件加工的正确性
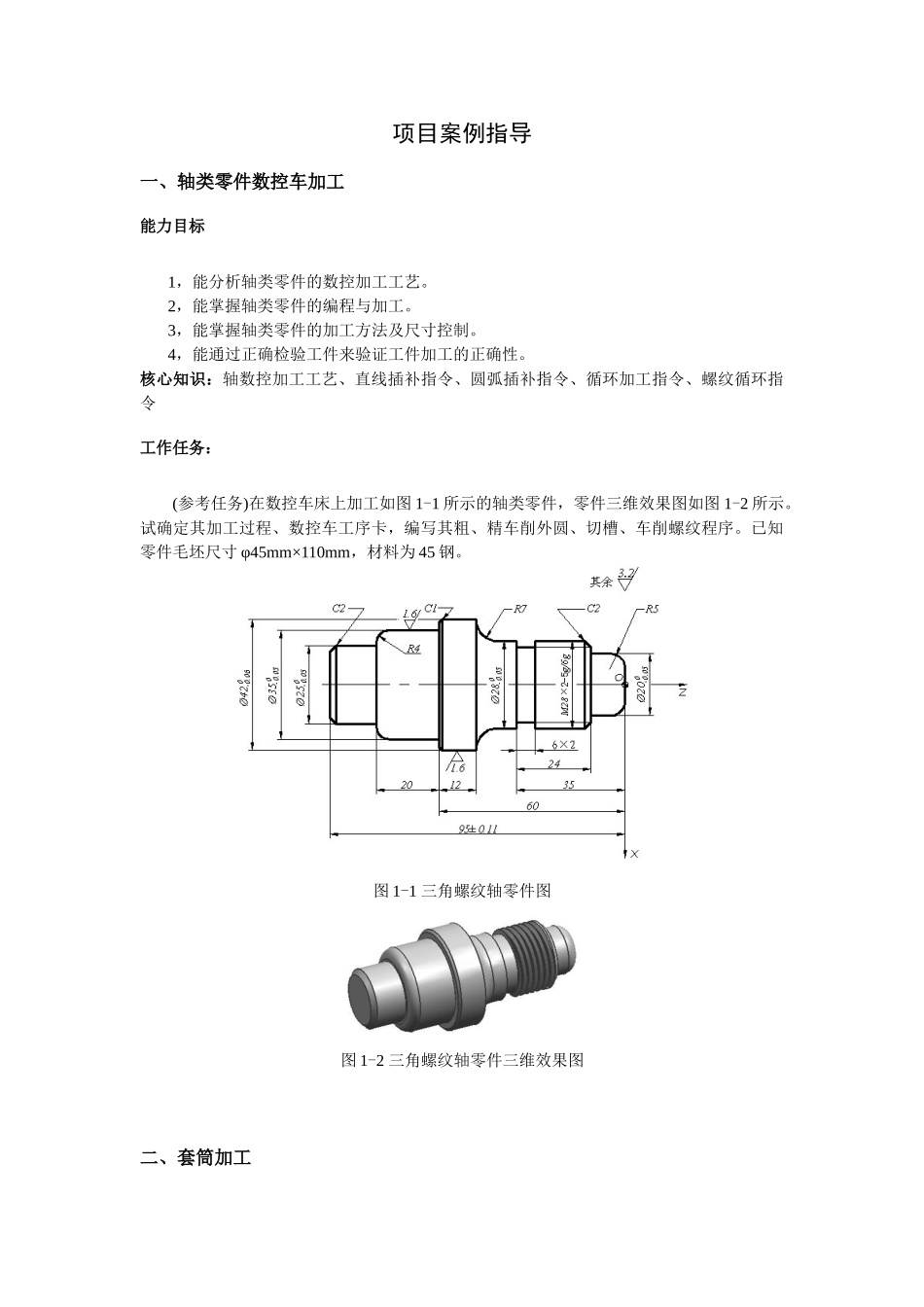
核心知识:轴数控加工工艺、直线插补指令、圆弧插补指令、循环加工指令、螺纹循环指令工作任务:(参考任务)在数控车床上加工如图 1-1 所示的轴类零件,零件三维效果图如图 1-2 所示
试确定其加工过程、数控车工序卡,编写其粗、精车削外圆、切槽、车削螺纹程序
已知零件毛坯尺寸 φ45mm×110mm,材料为 45 钢
图 1-1 三角螺纹轴零件图图 1-2 三角螺纹轴零件三维效果图二、套筒加工 能力目标:1,能掌握孔加工工艺及内孔车削循环指令的应用
2,掌握手动钻中心孔、钻孔方法
3,能掌握通孔和盲孔刀具的选择、安装,掌握镗孔刀的对刀方法
4,掌握内沟槽加工方法
5,能通过套筒零件的加工熟悉零件孔加工基本操作
6,能通过正确检验工件来验证工件加工的正确性
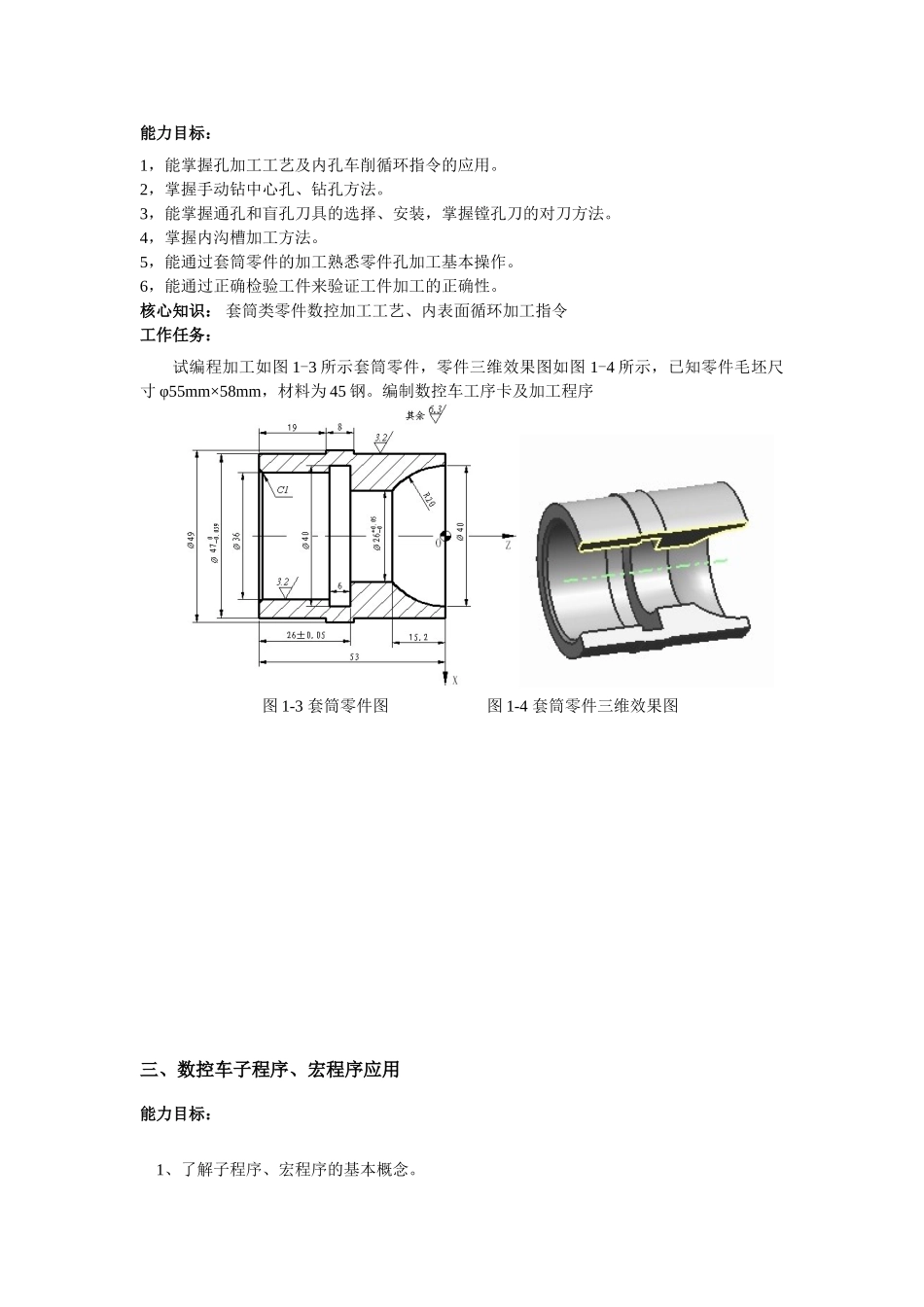
核心知识: 套筒类零件数控加工工艺、内表面循环加工指令工作任务:试编程加工如图 1-3 所示套筒零件,零件三维效果图如图 1-4 所示,已知零件毛坯尺寸 φ55mm×58mm,材料为 45 钢
编制数控车工序卡及加工程序 图 1-3 套筒零件图 图 1-4 套筒零件三维效果图三、数控车子程序、宏程序应用能力目标: 1、了解子程序、宏程序的基本概念
2、掌握子程序、宏程序的常用指令及编程方法
3、掌握数控车削非圆曲线成型面的基本方法
4、培育综合应用能力
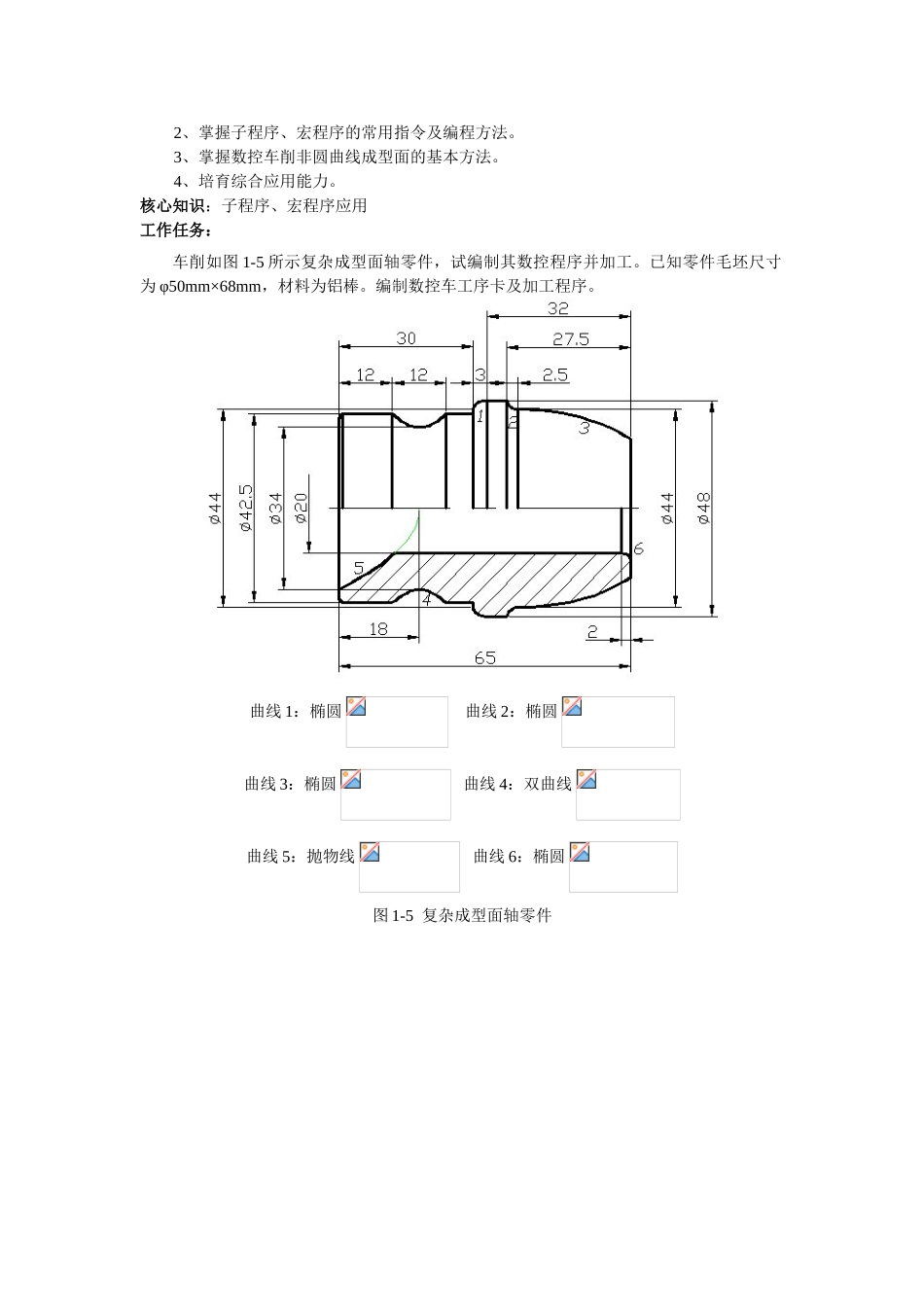
核心知识:子程序、宏程序应用工作任务:车削如图 1-5 所示复杂成型面轴零件,试编制其数控程序并加工
已知零件毛坯尺寸为 φ50mm×68mm,材料为铝棒
编制数控车工序卡及加工程序
曲线 1:椭圆 曲线 2:椭圆 曲线 3:椭圆 曲线 4:双曲线 曲线 5:抛物线 曲线 6:椭圆 图