第十四章 钢结构焊接14
1 焊接概况14
1 焊接接头分布本工程现场焊接部位主要有钢梁与铸钢件焊接,钢梁对接,钢桁架焊接,其中部分接头焊接难度较大,特别是铸钢件与钢梁异种钢材焊接,铸钢件结构复杂焊接操作空间小
焊缝形式有平焊、横焊、立焊、仰焊等高空全位置焊接
焊接量大,焊接变形控制是本工程的一大重点
2 焊接方法及焊接材料、设备选择本工程主要为铸钢件与焊接箱型钢梁的对接全位置焊接,坡口形式为带内衬板的 U 形坡口
(此坡口形式可减少焊缝断面,减少根部与面缝部收缩差,防止由于焊接应力过度集中在近面缝区产生撕裂现象
)采纳 CO2 气体保护焊焊接,焊丝选用四川自贡产大西洋牌(CHW—50C8实芯焊丝和 CHT711 药芯焊丝),直径选用 φ1
2mm,配备功率强大(可远距离配线,电压降微小)性能先进,可随时由操作者远距离手控电压、电流变幅的整流式 CO2 焊机(日产 OTC—600A),以适应高空作业者为满足全位置焊接需要频繁调整焊接电压、电流的要求
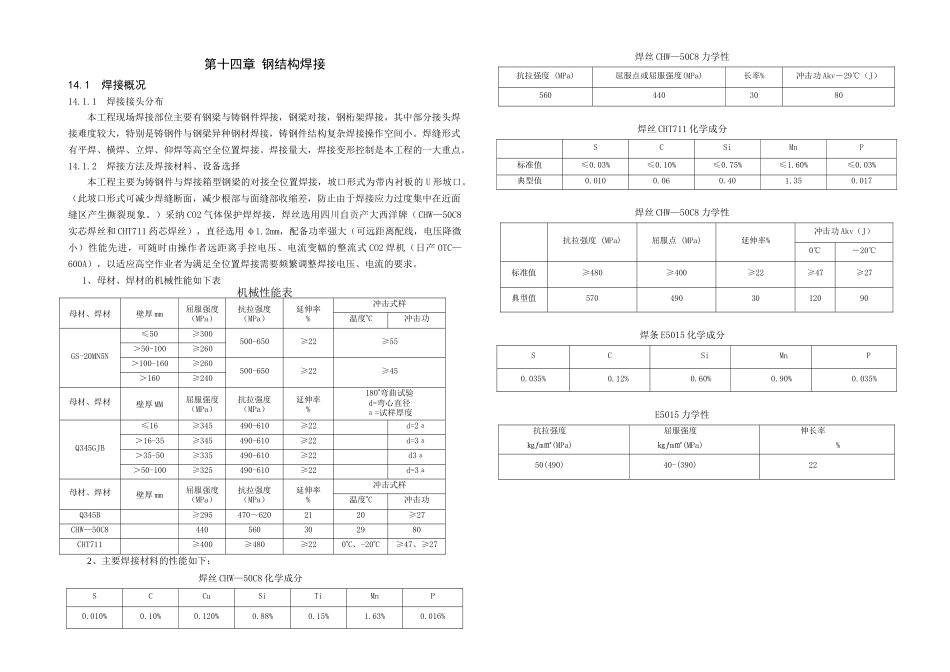
1、母材、焊材的机械性能如下表机械性能表 母材、焊材壁厚 mm屈服强度(MPa)抗拉强度 (MPa)延伸率%冲击式样温度C冲击功GS-20MN5N≤50≥300500-650≥22≥55>50-100≥260>100-160≥260500-650≥22≥45>160≥240母材、焊材壁厚 MM屈服强度(MPa)抗拉强度 (MPa)延伸率%180弯曲试验d=弯心直径а=试样厚度Q345GJB≤16≥345490-610≥22d=2а>16-35≥345490-610≥22d=3а>35-50≥335490-610≥22d3а>50-100≥325490-610≥22d=3а母材、焊材壁厚 mm屈服强度(MPa)抗拉强度 (MPa)延伸率%冲击式样温度C冲击功Q345B≥295470~6202120≥27CHW—