A0 的 A、B、C 级不承压内件——用于压水堆泵 RCCM 中文版法国民用核电标准用不含钼的铬镍奥氏体——铁素体不锈钢铸造的A、B、C 级不承压内件——用于压水堆泵0 适用范畴 本法律规范适用于无钼的可焊铬镍奥氏体——铁素体不锈钢制造的A、B、C 级不承压铸件,这些铸件用于压水堆泵的内件
按 C、D2000,这些铸件分为 A、B、C 三级
A 级和 B 级又分为A1、A2 级和 B1、B2 级
反应堆冷却剂泵内件为 A2 级
1 冶炼 此钢用电炉或其它技术相当的冶炼工艺冶炼
2 化学成分和物理——化学性能2
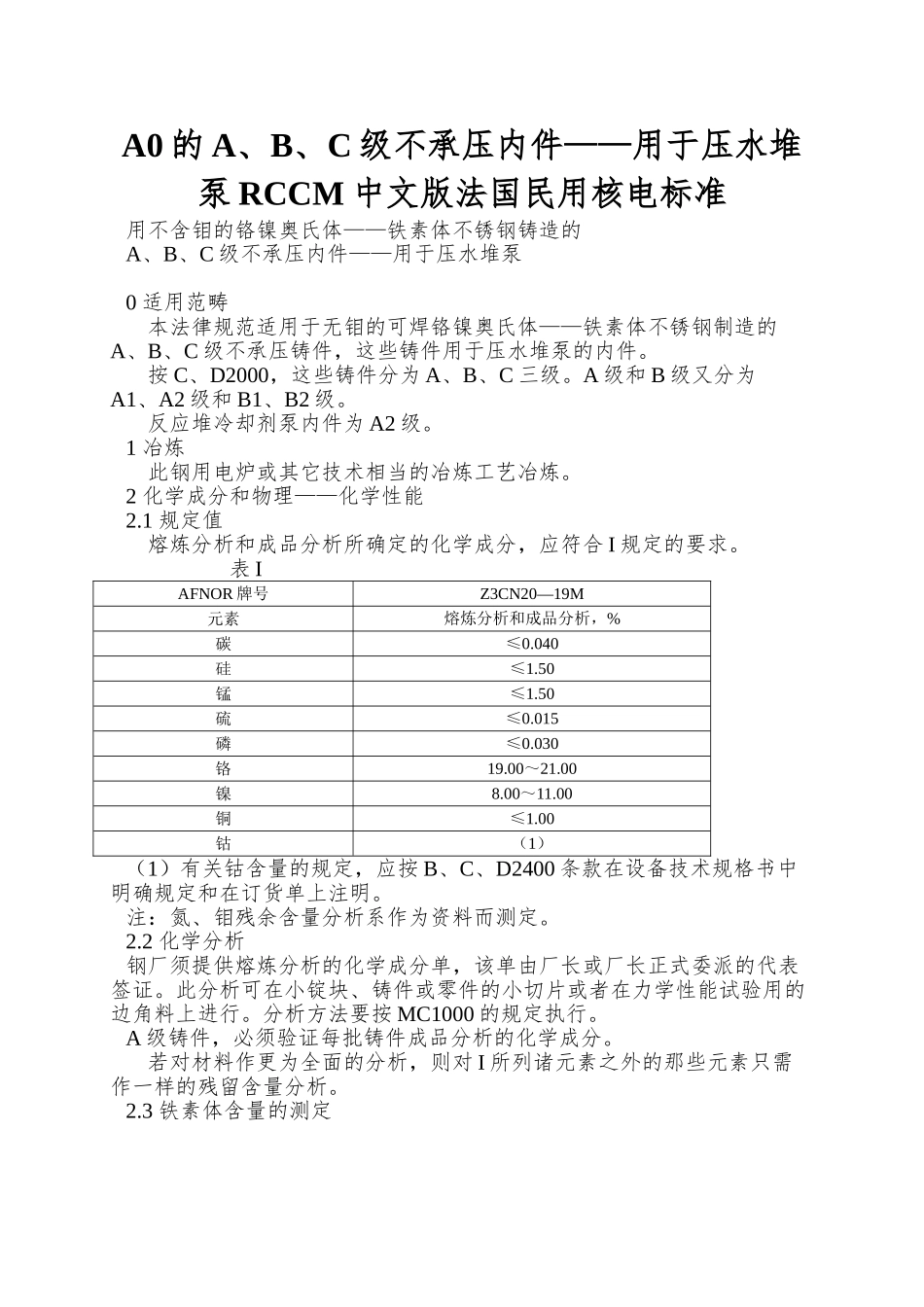
1 规定值 熔炼分析和成品分析所确定的化学成分,应符合 I 规定的要求
表 IAFNOR 牌号Z3CN20—19M元素熔炼分析和成品分析,%碳≤0
040硅≤1
015磷≤0
030铬19
00钴(1)(1)有关钴含量的规定,应按 B、C、D2400 条款在设备技术规格书中明确规定和在订货单上注明
注:氮、钼残余含量分析系作为资料而测定
2 化学分析钢厂须提供熔炼分析的化学成分单,该单由厂长或厂长正式委派的代表签证
此分析可在小锭块、铸件或零件的小切片或者在力学性能试验用的边角料上进行
分析方法要按 MC1000 的规定执行
A 级铸件,必须验证每批铸件成品分析的化学成分
若对材料作更为全面的分析,则对 I 所列诸元素之外的那些元素只需作一样的残留含量分析
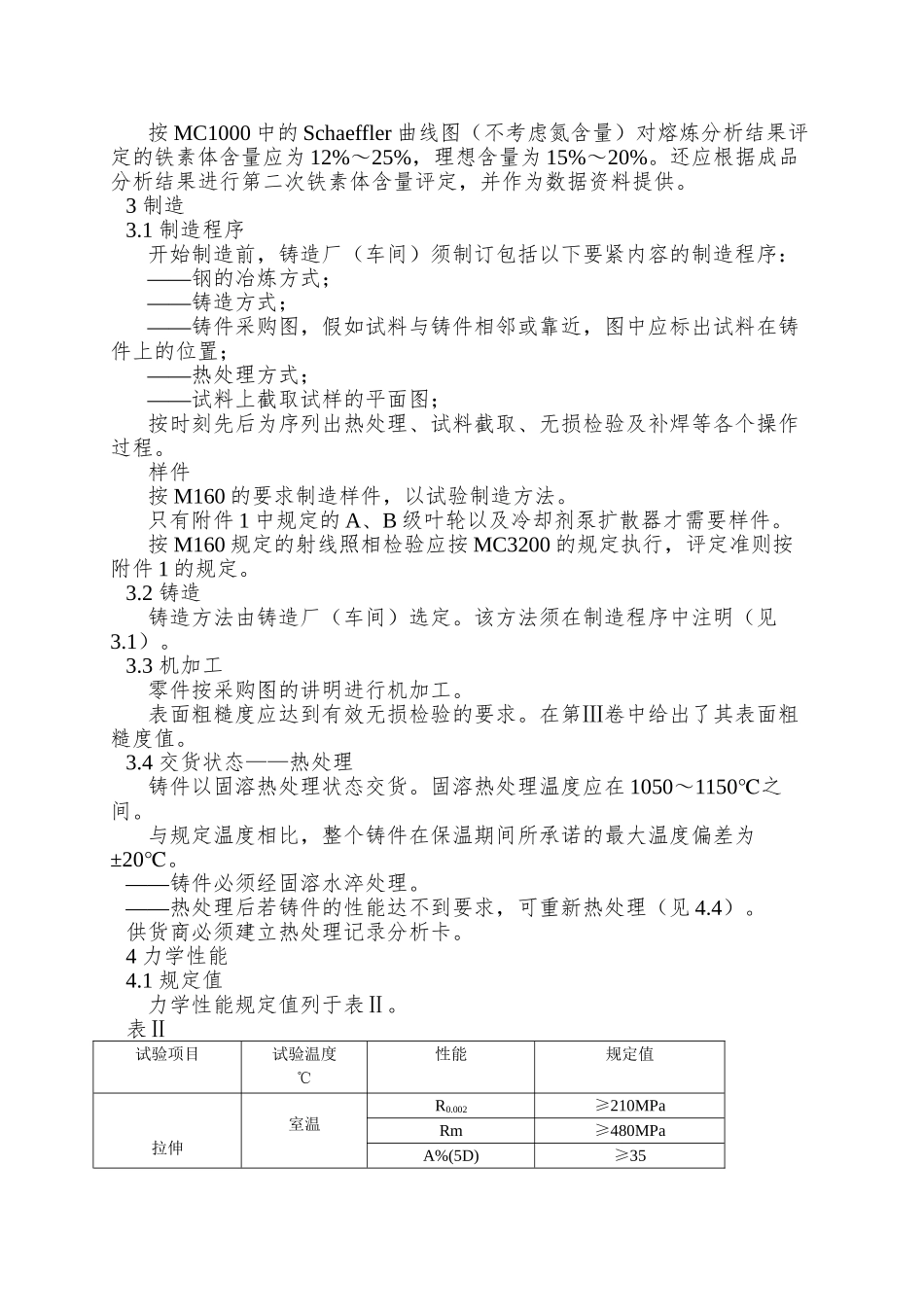
3 铁素体含量的测定 按 MC1000 中的 Schaeffler 曲线图(不考虑氮含量)对熔炼分析结果评定的铁素体含量应为 12%~25%,理想含量为 15%~20%
还应根据成品分析结果进行第二次铁素体含量评定,并作为数据资料提供
1 制造程序 开始制造前,铸造厂(车间)须制订包括以下要紧内容的制造程序: ——钢的