A150 钢轨铝热焊接法工艺工法前言 xx 区 xx 工程水工码头Ⅱ、Ⅲ标段总长 1326m, 17 个码头结构
门机钢轨采纳 A150 轨道,轨距 35m
单根钢轨标准长度 12m,共计约 225 只焊头
钢轨每米重量 150
30 公斤/米,钢轨断面尺寸为顶宽 150 mm,高 150 mm,底宽 220 mm
钢轨接口连接首次采纳铝热焊接式连接方法
该套工艺具有设备简单、操作方便特点,改变了传统手工电弧焊接工艺
开工之前,作为新工艺在外方直接培训下,通过技术培训和现场焊接 12 个接头的操作以及考试发证,基本掌握工艺控制要求,然后顺利完成 149 只焊接接头,经过超声波检测,一次焊接合格率达 96
8%,不合格的割除后重新焊接,总合格率得到 100%
工程完工后,该套工艺获得了业主好评,并在上海市港口质量安全监督站备案《A150 钢轨铝热焊接质量控制办法》(企业标准)
一、钢轨铝热焊接法工艺的特点轨道铝热焊接法工艺有工艺流程简洁详细易掌握,施工机具定型化小型化配套化,人工易操作特点
同以往手工焊接钢轨相比较,具有施工速率快,施工质量稳定,避开人工焊接功效低下,质量不稳定
本套施工工艺,也是我国首次在港区门机轨道上采纳,特别是大截面钢轨,采纳铝热焊接法更具有人工焊接无法得到的质量效果,由于铝热焊接法为经过化学反应钢水一次浇注成形,不受人为因素影响,时间短,受外界温度影响小,而传统手工焊接为层堆积焊接,受人为因素影响大,时间长,受自然温度变化影响大
二、钢轨铝热焊接法工艺适用范围 轨道铝热焊接法工艺,由于工艺比较独特,其轨道对接设备、模具夹具、干埚、预热设备、焊药及轨道打磨设备等都是针对轨道材质断面专门设计的,只适用于钢轨焊接
其施工主要对空气湿度、风力有所要求,要求尽可能在晴天施工,禁止在雨天施工,并且在焊接过程中实行挡风措施,避开钢轨加热和冷却不均匀
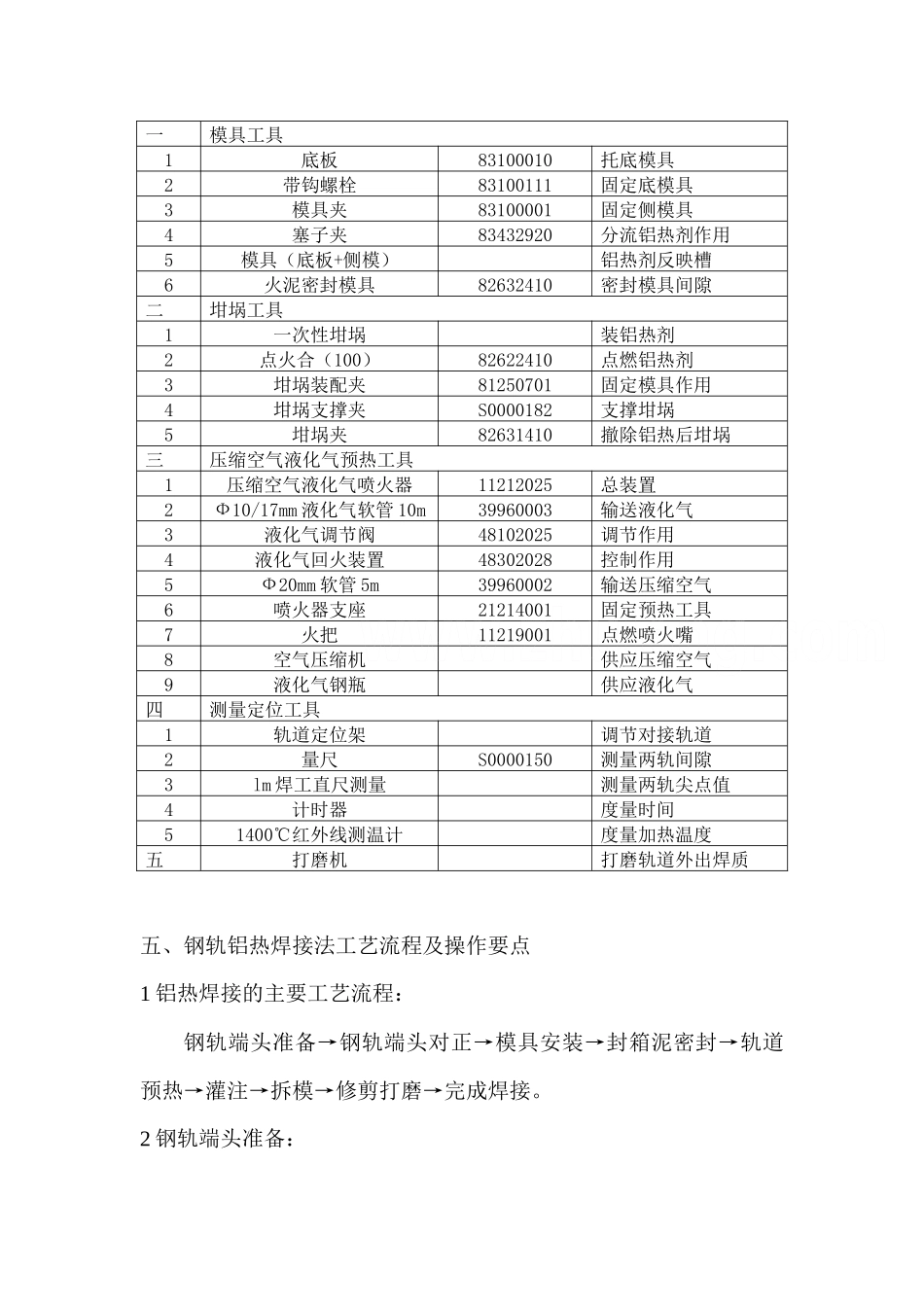
三、钢轨铝热焊接