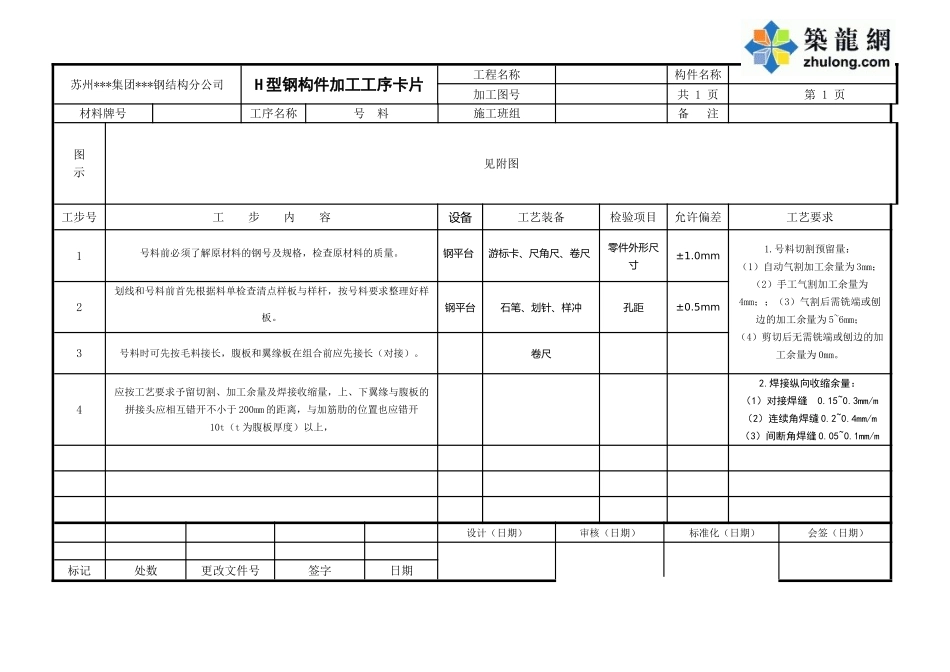
苏州***集团***钢结构分公司H 型钢构件加工工序卡片工程名称构件名称加工图号共 1 页第 1 页材料牌号工序名称号 料施工班组备 注图示见附图工步号工 步 内 容设备工艺装备检验项目允许偏差工艺要求1号料前必须了解原材料的钢号及规格,检查原材料的质量
钢平台游标卡、尺角尺、卷尺零件外形尺寸±1
号料切割预留量:(1)自动气割加工余量为 3mm;(2)手工气割加工余量为4mm;;(3)气割后需铣端或刨边的加工余量为 5~6mm;(4)剪切后无需铣端或刨边的加工余量为 0mm
2划线和号料前首先根据料单检查清点样板与样杆,按号料要求整理好样板
钢平台石笔、划针、样冲孔距±0
5mm3号料时可先按毛料接长,腹板和翼缘板在组合前应先接长(对接)
卷尺4应按工艺要求予留切割、加工余量及焊接收缩量,上、下翼缘与腹板的拼接头应相互错开不小于 200mm 的距离,与加筋肋的位置也应错开10t(t 为腹板厚度)以上,2
焊接纵向收缩余量:(1)对接焊缝 0
3mm/m(2)连续角焊缝 0
4mm/m(3)间断角焊缝 0
1mm/m设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期