宜昌至万州新建铁路整体道床钢筋作业指导书编制: 审核:二○○八年八月三十日一、 钢筋加工1
钢筋在加工弯制前应调直,并应符合下列规定:(1) 钢筋表面的油渍、漆污、水泥浆、铁锈等应清除洁净
(2) 钢筋应平直,无局部折曲
(3) 加工后的钢筋,表面不应有损伤
(4) 当利用冷拉方法矫直钢筋时,钢筋的矫直伸长率为:Ⅰ级钢筋不得超过 2%;Ⅱ级、Ⅲ级钢筋不得超过 1%
钢筋的弯制和末端的弯钩应符合设计要求
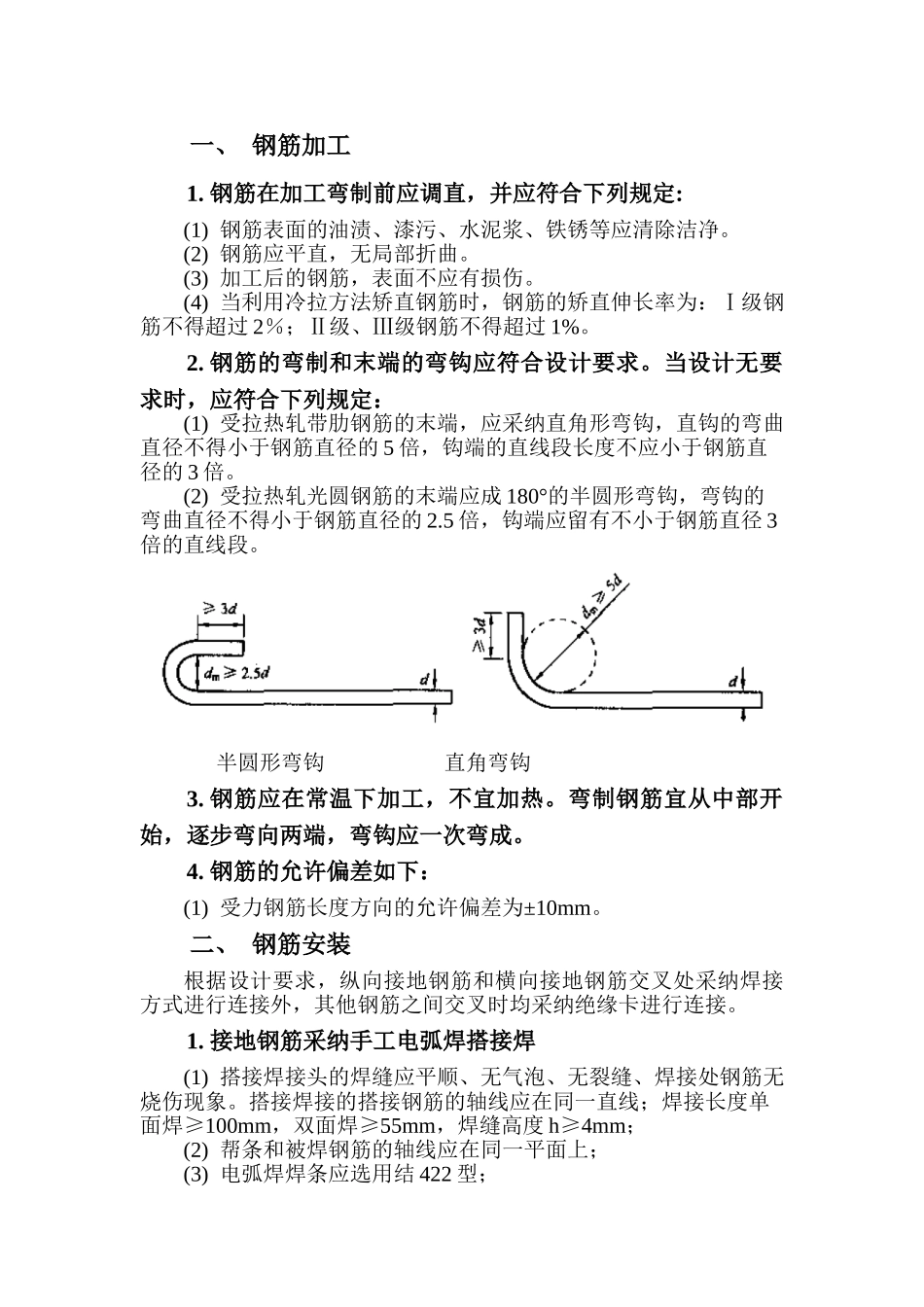
当设计无要求时,应符合下列规定:(1) 受拉热轧带肋钢筋的末端,应采纳直角形弯钩,直钩的弯曲直径不得小于钢筋直径的 5 倍,钩端的直线段长度不应小于钢筋直径的 3 倍
(2) 受拉热轧光圆钢筋的末端应成 180°的半圆形弯钩,弯钩的弯曲直径不得小于钢筋直径的 2
5 倍,钩端应留有不小于钢筋直径 3倍的直线段
半圆形弯钩 直角弯钩3
钢筋应在常温下加工,不宜加热
弯制钢筋宜从中部开始,逐步弯向两端,弯钩应一次弯成
钢筋的允许偏差如下:(1) 受力钢筋长度方向的允许偏差为±10mm
二、 钢筋安装根据设计要求,纵向接地钢筋和横向接地钢筋交叉处采纳焊接方式进行连接外,其他钢筋之间交叉时均采纳绝缘卡进行连接
接地钢筋采纳手工电弧焊搭接焊(1) 搭接焊接头的焊缝应平顺、无气泡、无裂缝、焊接处钢筋无烧伤现象
搭接焊接的搭接钢筋的轴线应在同一直线;焊接长度单面焊≥100mm,双面焊≥55mm,焊缝高度 h≥4mm;(2) 帮条和被焊钢筋的轴线应在同一平面上;(3) 电弧焊焊条应选用结 422 型;2
焊接质量控制(1) 焊接机械运转前须经调试并确认正常方可启动
(2) 焊接机具和材料必须由专人保管、使用
(3) 技术人员要常常深化焊接现场检查、指导
试验室定期对焊接质量进行检验
钢筋安装及保护层厚度允许偏差如下表:序号名称允许偏差(mm)备注1受力钢筋排距